故障・修理
更新日:2019.11.29 / 掲載日:2019.11.29
DIYスキルを向上させよう! 旋盤入門塾【1-2】
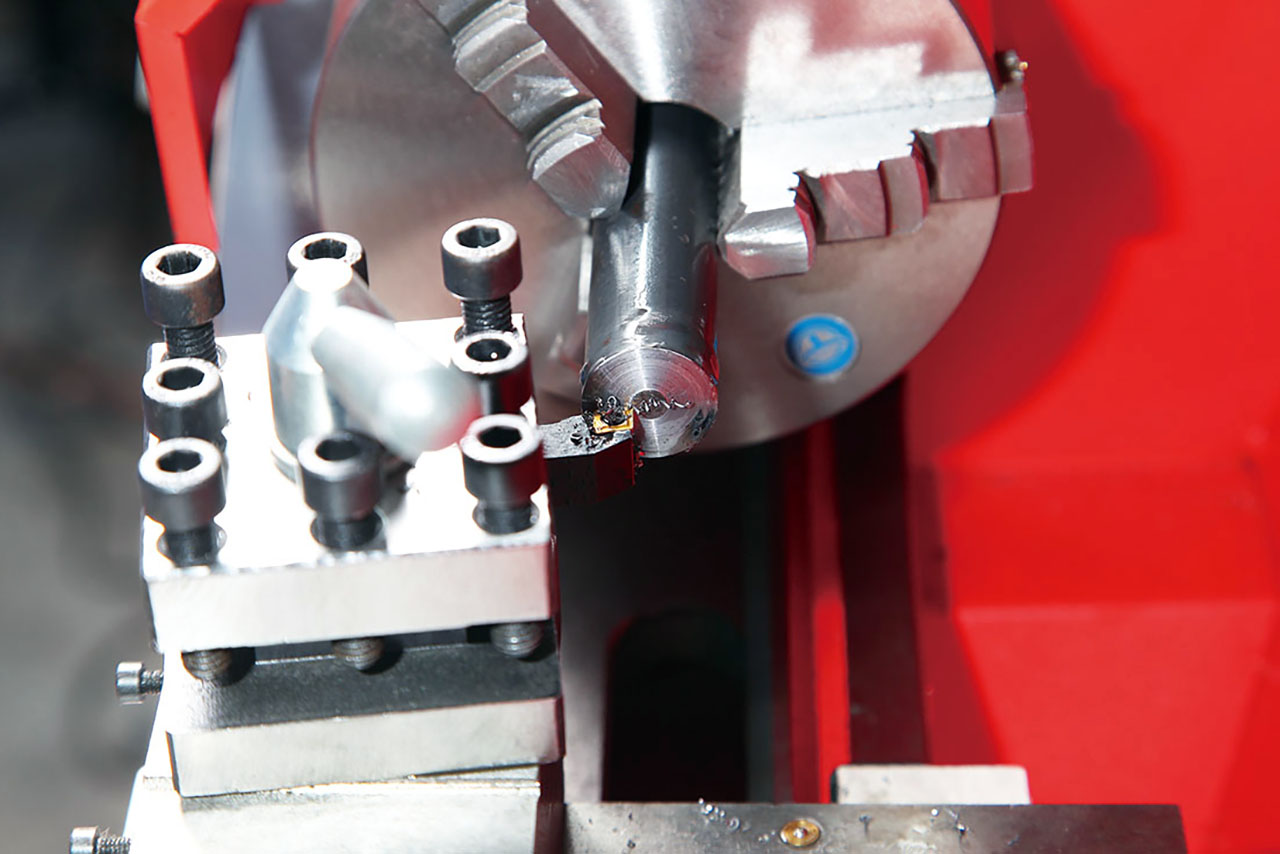
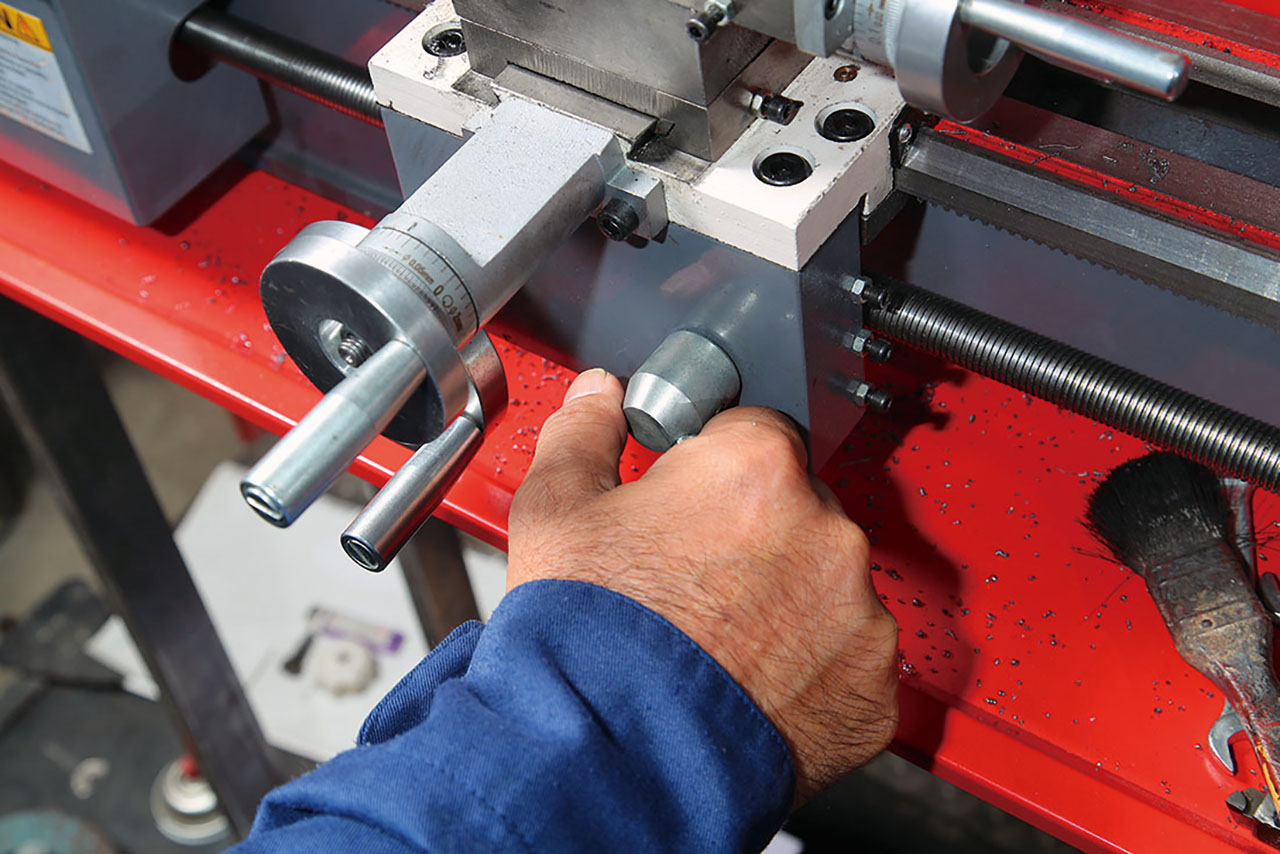
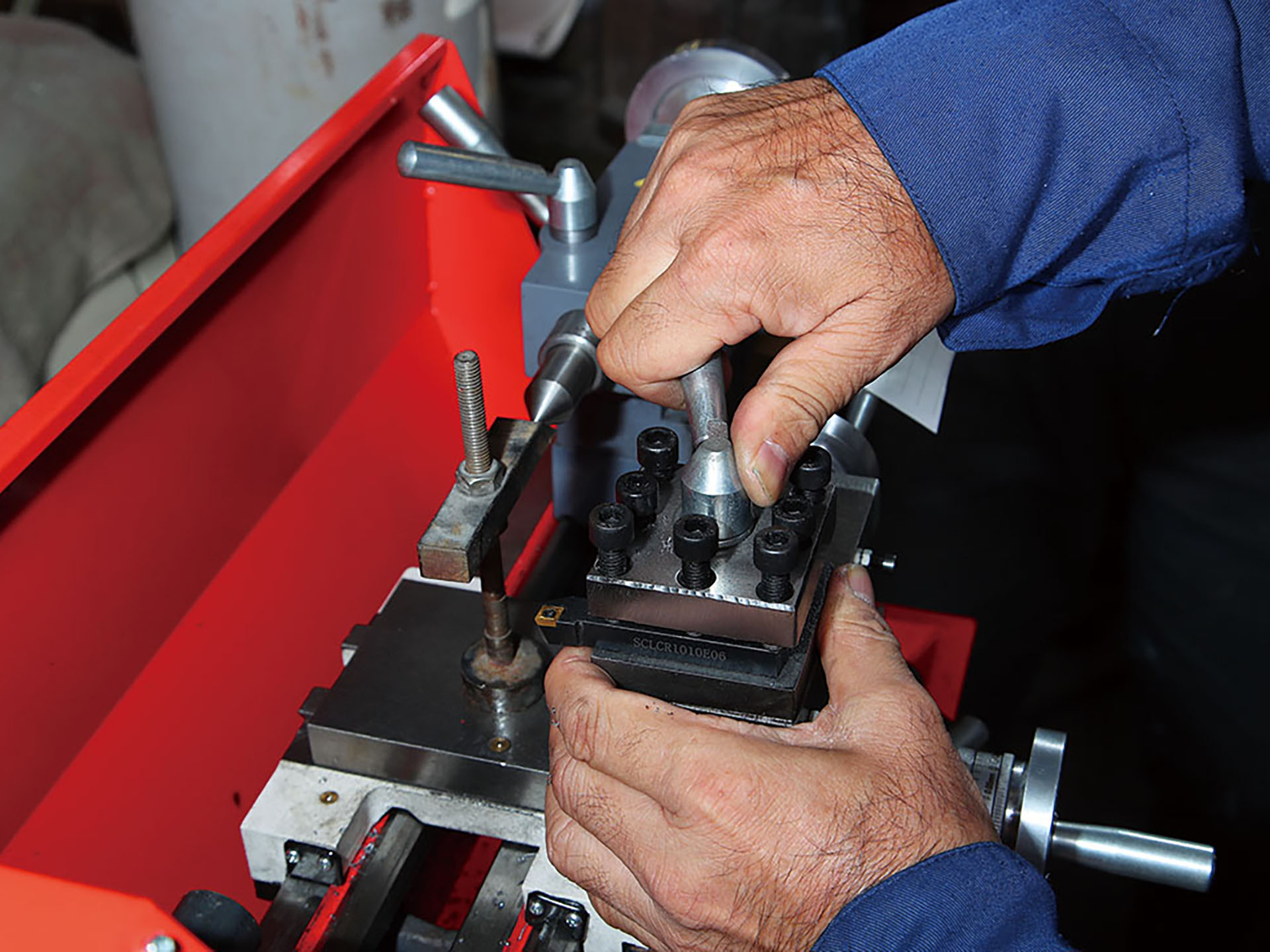 まず、材料端面の面出しを行う。刃物台中央の固定ノブを左に回して固定を緩める。
まず、材料端面の面出しを行う。刃物台中央の固定ノブを左に回して固定を緩める。面出し/刃物台を傾け、端面に刃先を誘導する
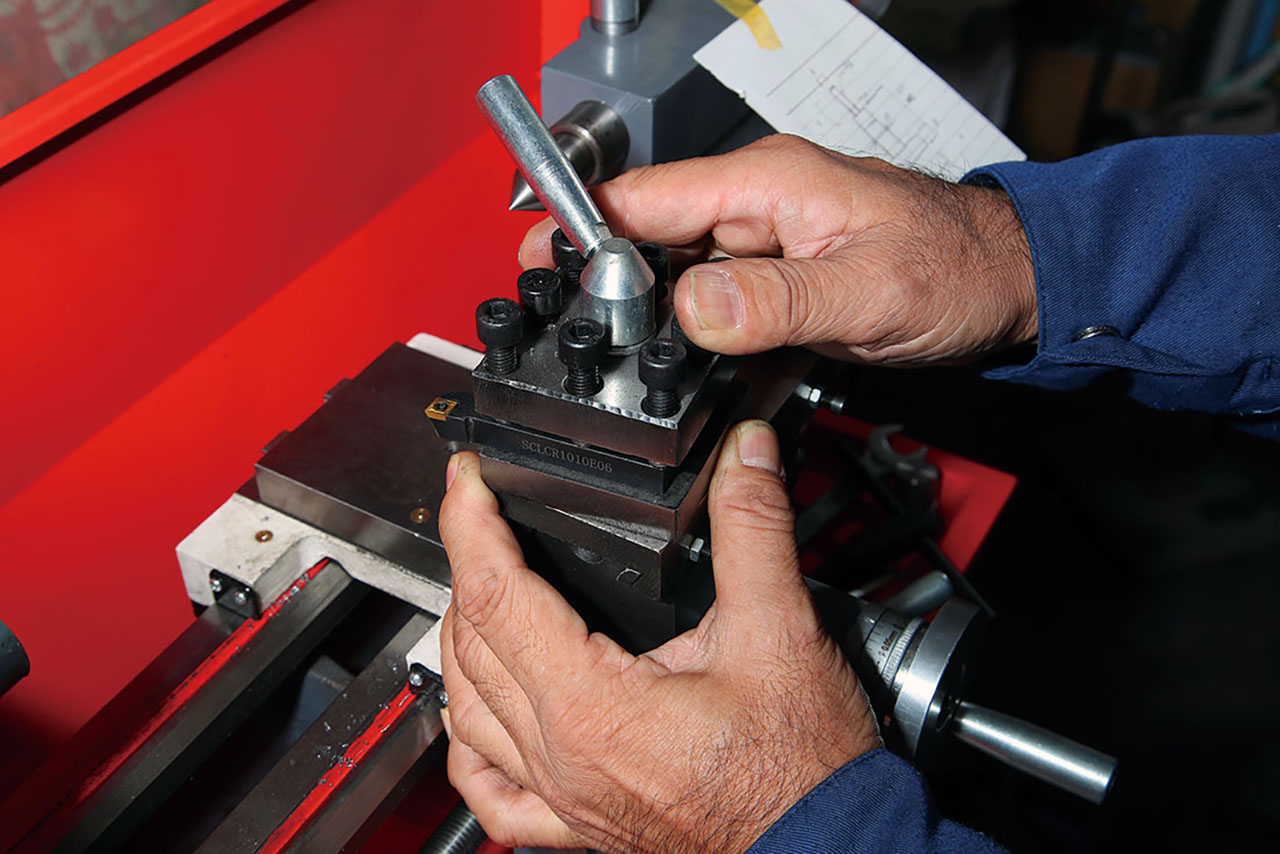 刃物台を回転させてバイト刃先が材料に軽く斜めに接する角度に調整。固定ノブを右に回して固定する。
刃物台を回転させてバイト刃先が材料に軽く斜めに接する角度に調整。固定ノブを右に回して固定する。 往復台送りハンドルを回す。
往復台送りハンドルを回す。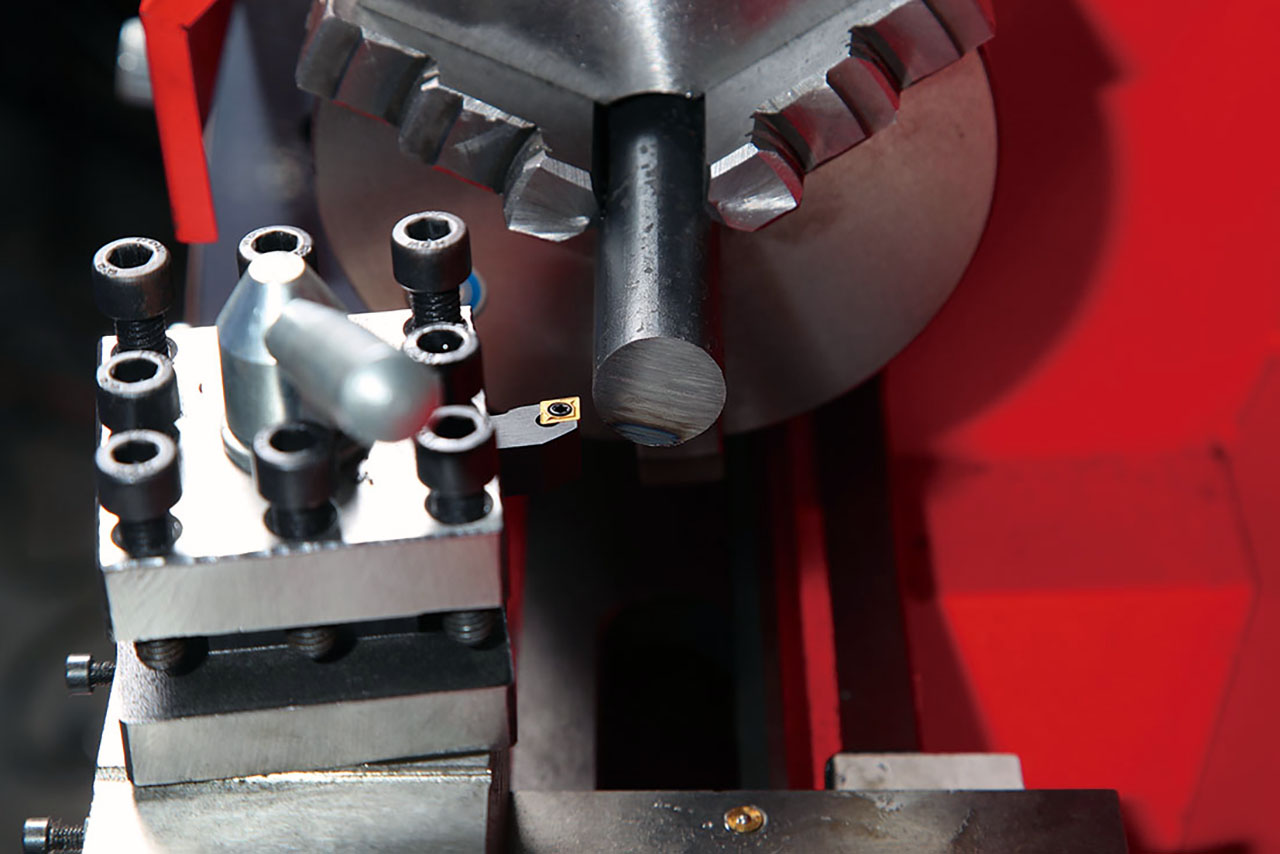 材料端面の手前までバイト刃先を移動。
材料端面の手前までバイト刃先を移動。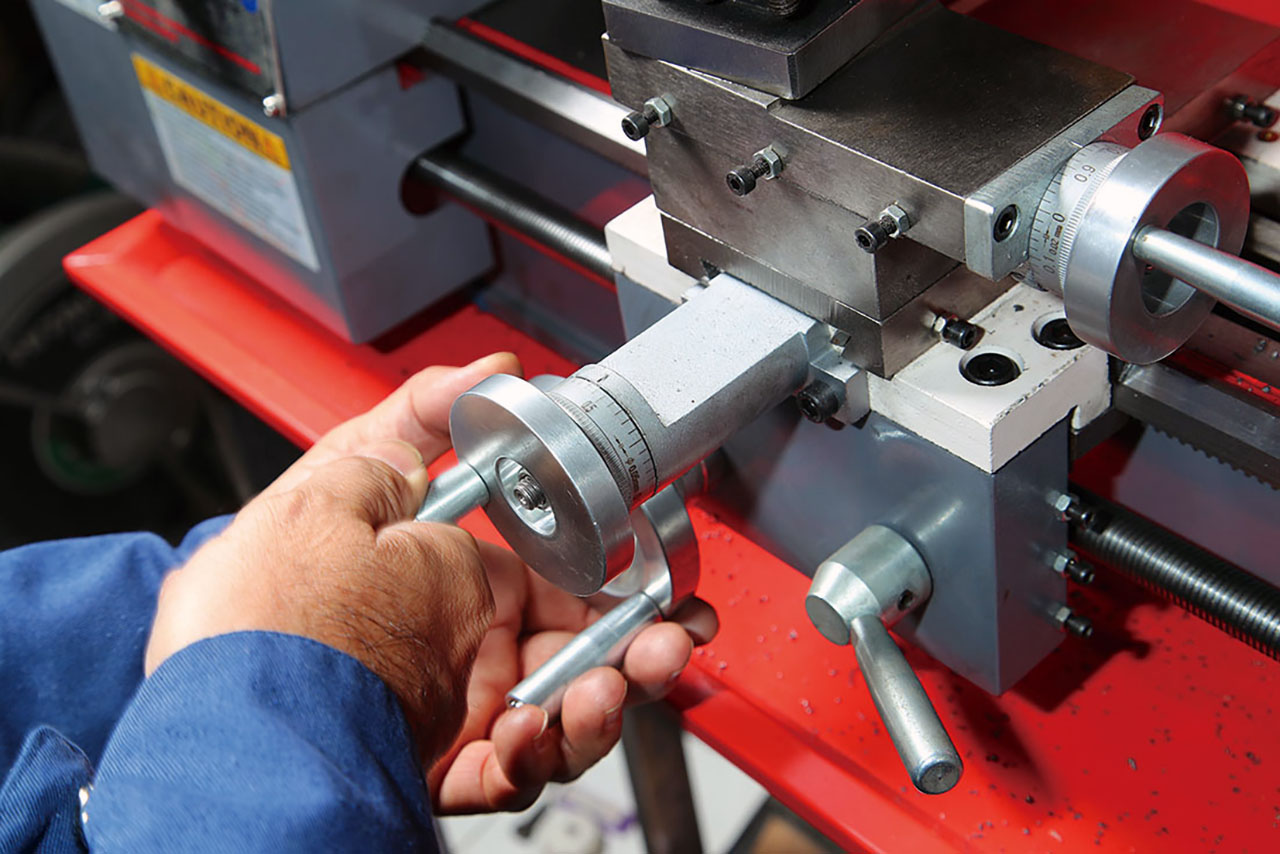 横送り台送りハンドルを回してバイト刃先を材料側面の直近まで移動させる。
横送り台送りハンドルを回してバイト刃先を材料側面の直近まで移動させる。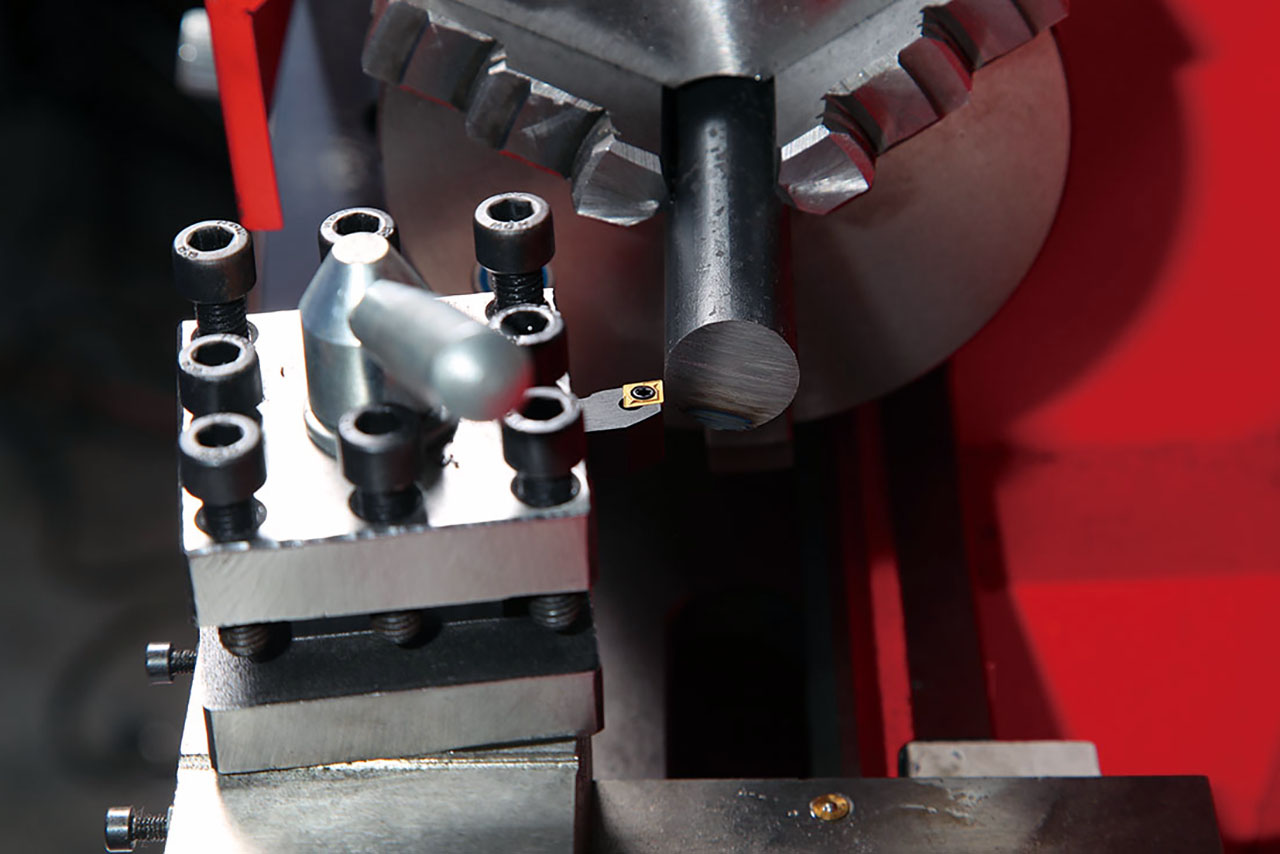 この段階ではまだ数mmのクリアランスは保っておく。
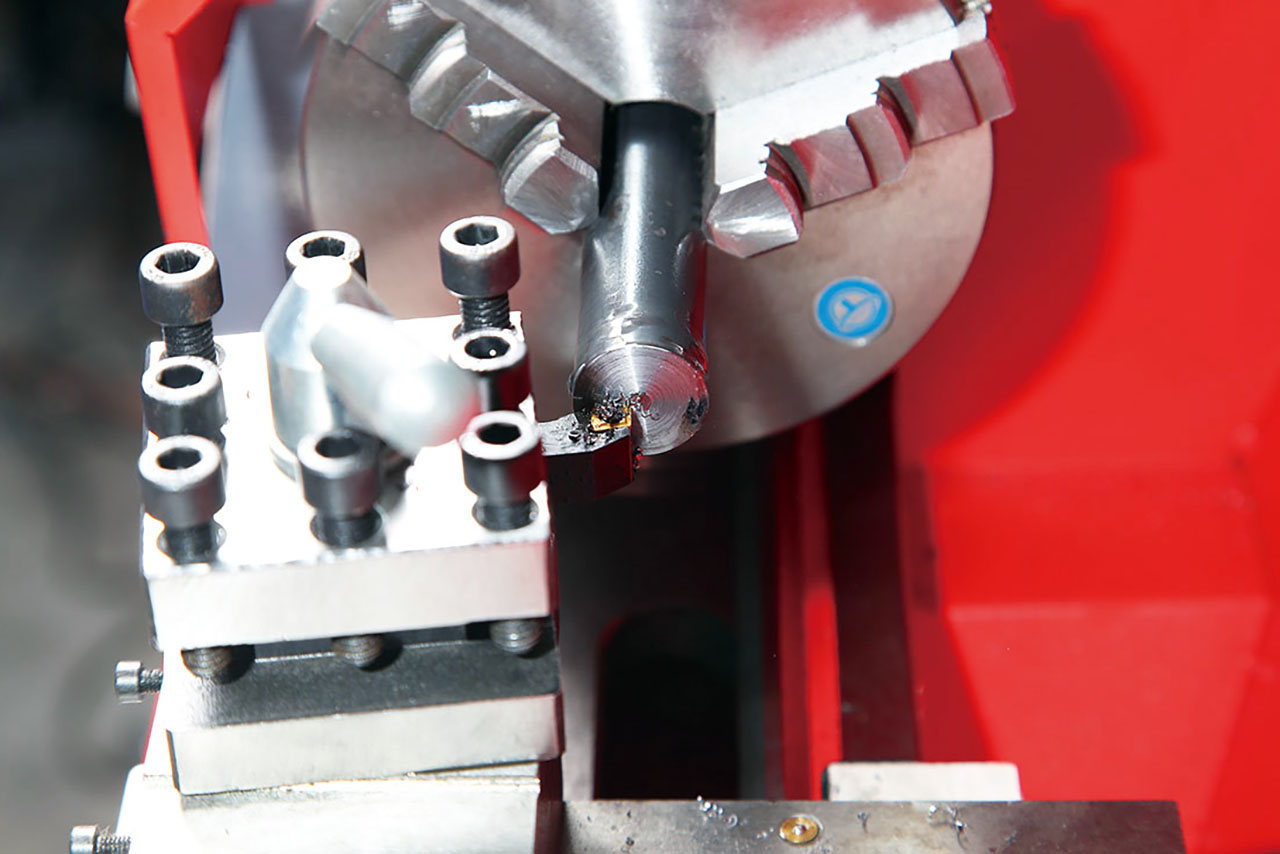
この段階ではまだ数mmのクリアランスは保っておく。面出し/ちょんちょんと横送りして当たりを確認。切削油を塗布する
 主軸を回転させ、往復台送りハンドルを回してバイト刃先を材料端面に軽くオーバーラップさせる。
主軸を回転させ、往復台送りハンドルを回してバイト刃先を材料端面に軽くオーバーラップさせる。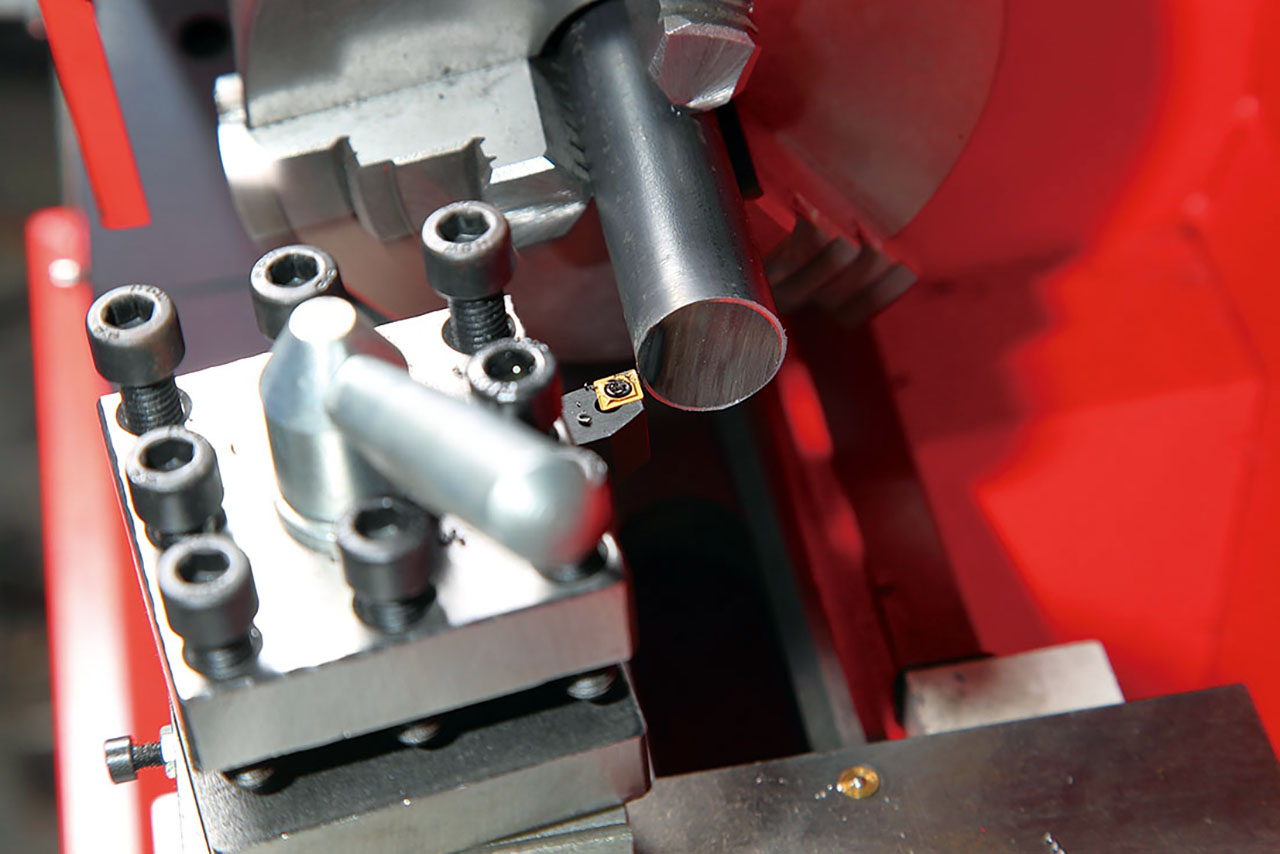 横送り台ハンドルを軽く左右に交互に回してバイト刃先をちょんちょんと前後させ、わずかに接触する位置を探って止める。
横送り台ハンドルを軽く左右に交互に回してバイト刃先をちょんちょんと前後させ、わずかに接触する位置を探って止める。 材料端面に切削油をスプレーする。
材料端面に切削油をスプレーする。面出し/横送り台送りハンドルを回して部材の中心まで削る
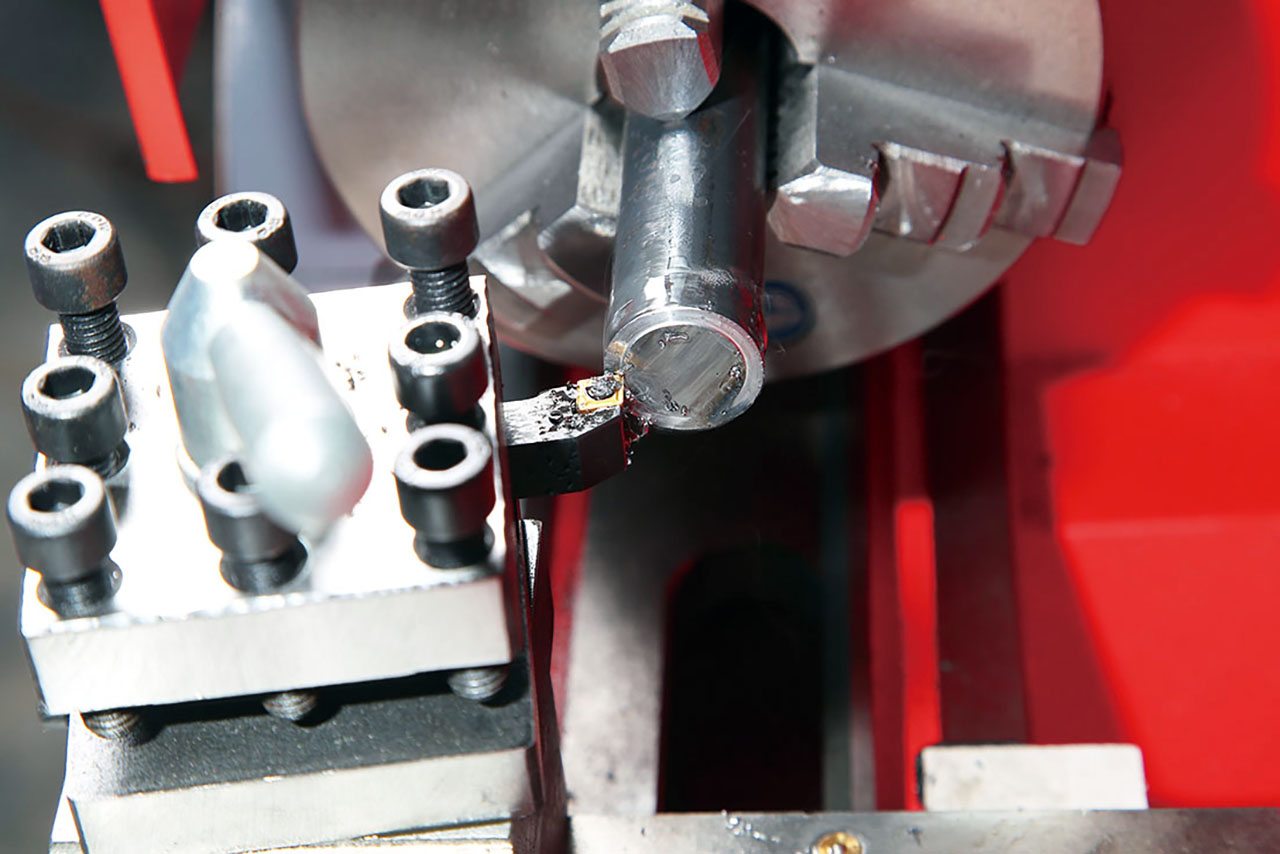

往復台送りハンドルのゲージの0点合わせをし、そこから3~4目盛り送る。そして、横送り台送りハンドルをゆっくり回して材料端面の中心部まで削っていく。この工程を端面が平面になるまで繰り返す。
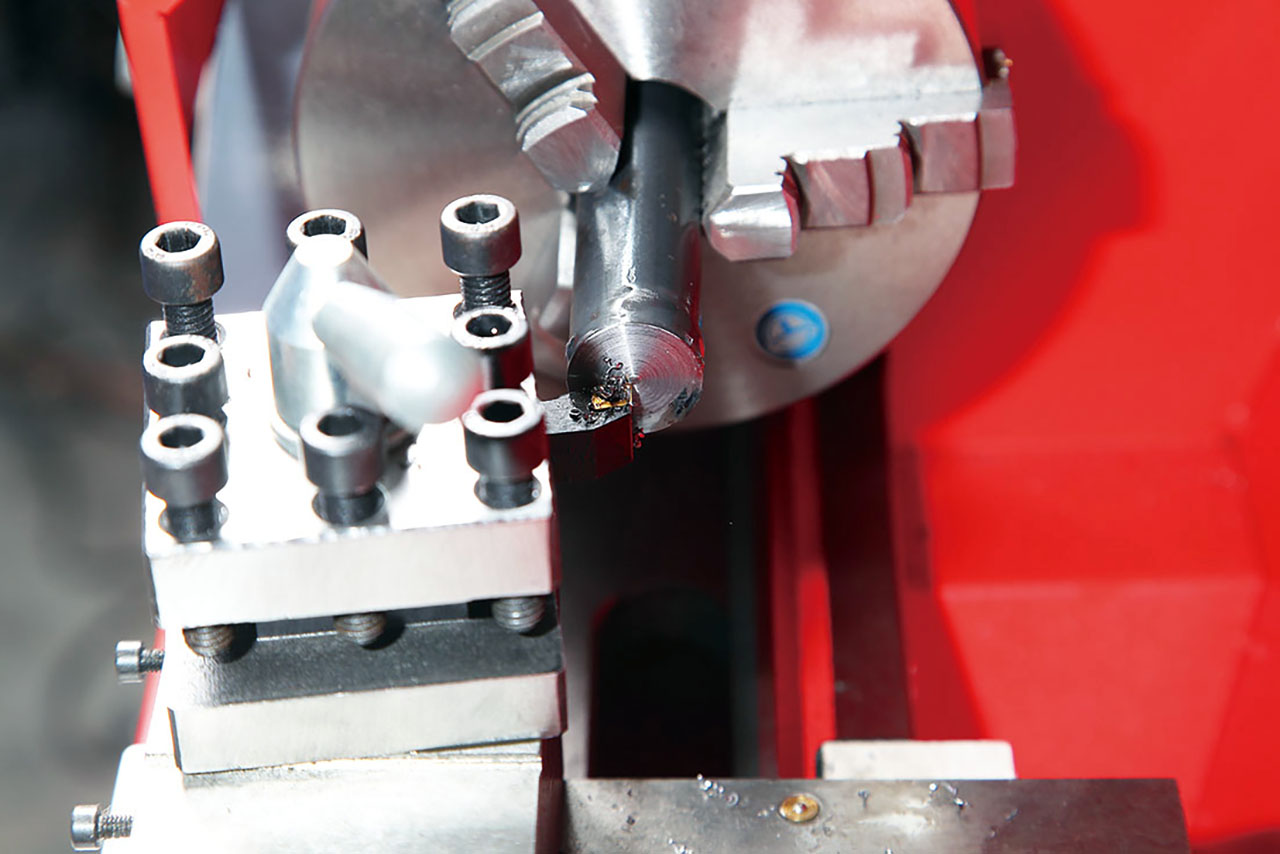
面出し/端面の削り残しをチェックする
 削り残しの有無を確認する。そして、白丸部のように削れきれずに残った部分があった場合、再度、面取りする。
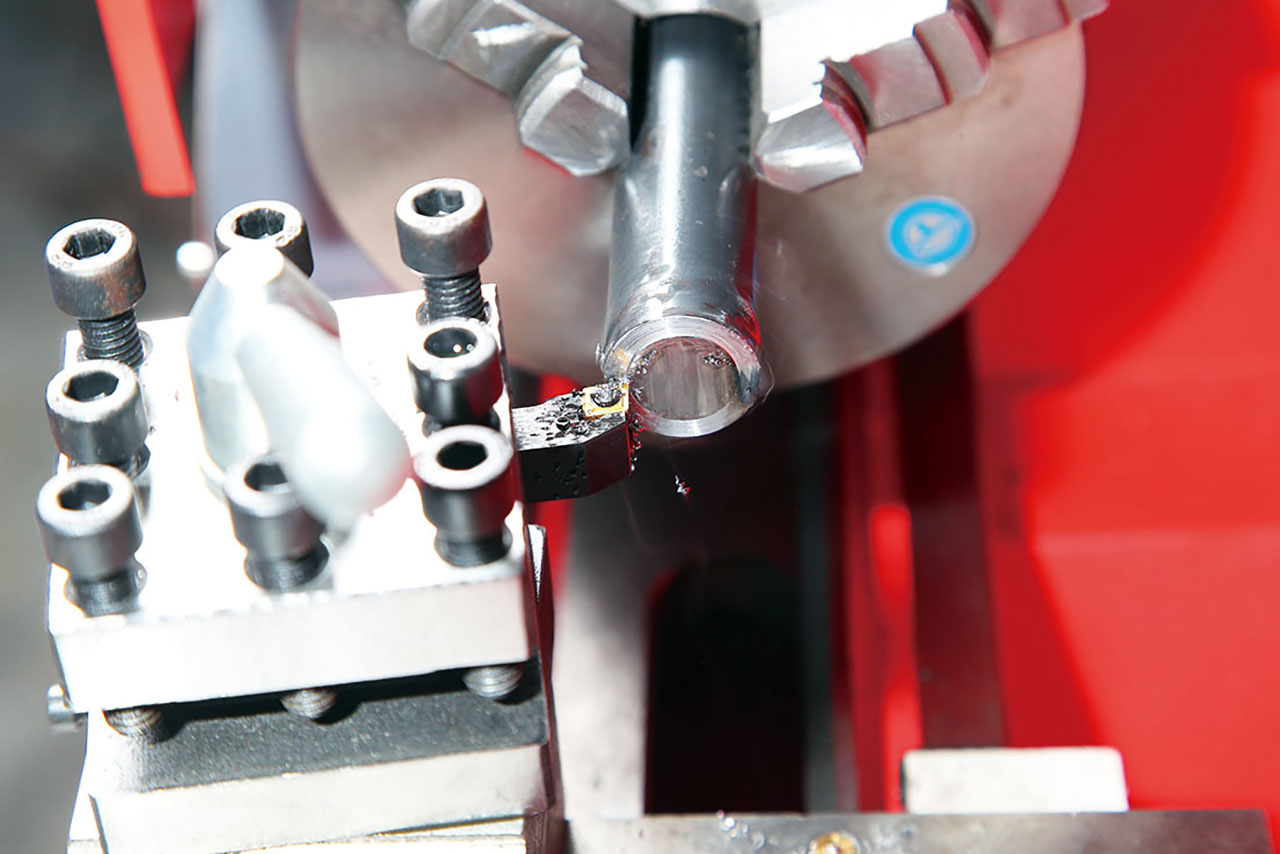
削り残しの有無を確認する。そして、白丸部のように削れきれずに残った部分があった場合、再度、面取りする。 往復台送りハンドルをゲージ3~4目盛り送り、横送り台送りハンドルをゆっくり操作して刃先を材料中心まで削る。
往復台送りハンドルをゲージ3~4目盛り送り、横送り台送りハンドルをゆっくり操作して刃先を材料中心まで削る。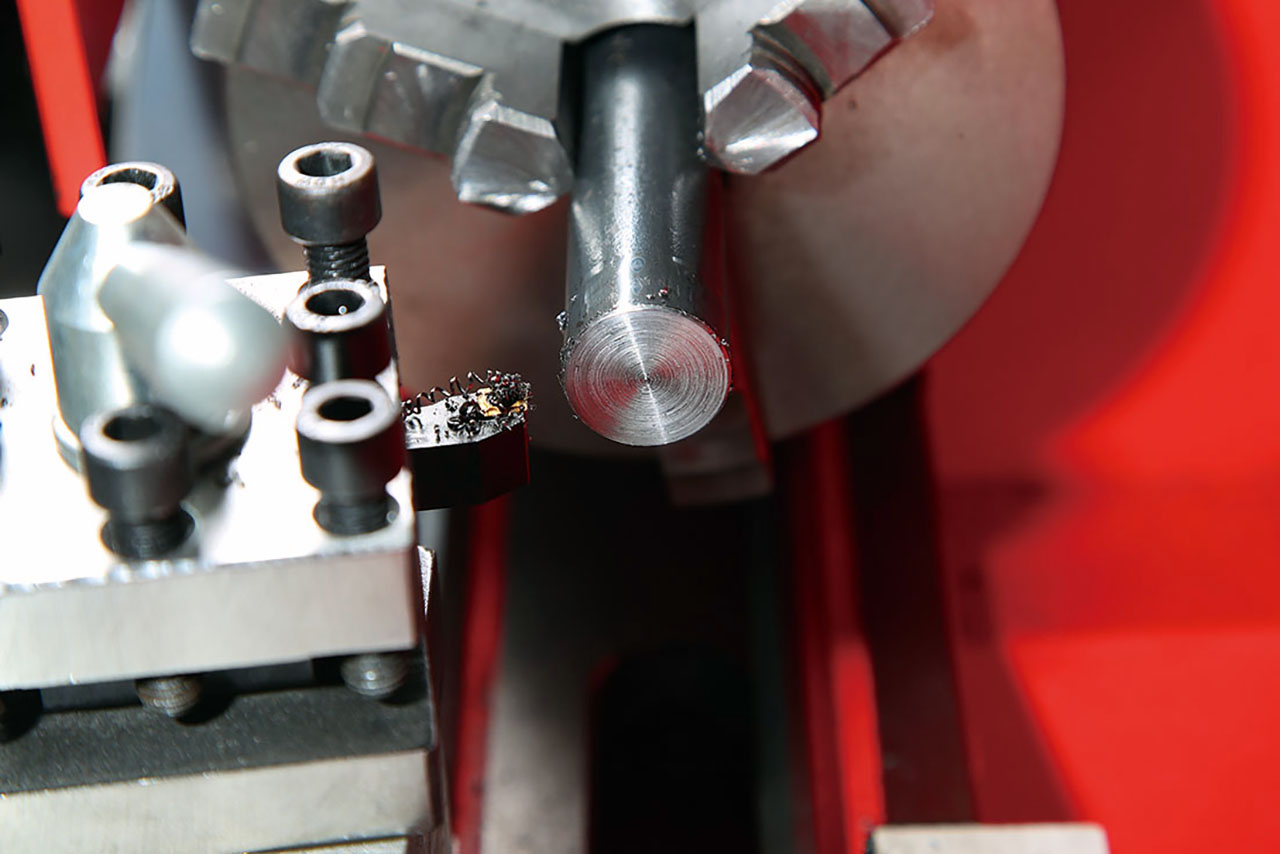 1~2往復させたら主軸の回転を止めて再度確認。これを繰り返してキッチリ平面に仕上げる。
1~2往復させたら主軸の回転を止めて再度確認。これを繰り返してキッチリ平面に仕上げる。本削り/バイト角を戻し、ちょんちょんと当たりを確認。3~4目盛り単位で送りつつ削っていく
 いよいよ本削り。刃物台を回転させてバイトが材料に直角に接する位置で固定。主軸を回転させ、往復台送りハンドルを回してバイト刃先が材料側面にオーバーラップするように調整する。
いよいよ本削り。刃物台を回転させてバイトが材料に直角に接する位置で固定。主軸を回転させ、往復台送りハンドルを回してバイト刃先が材料側面にオーバーラップするように調整する。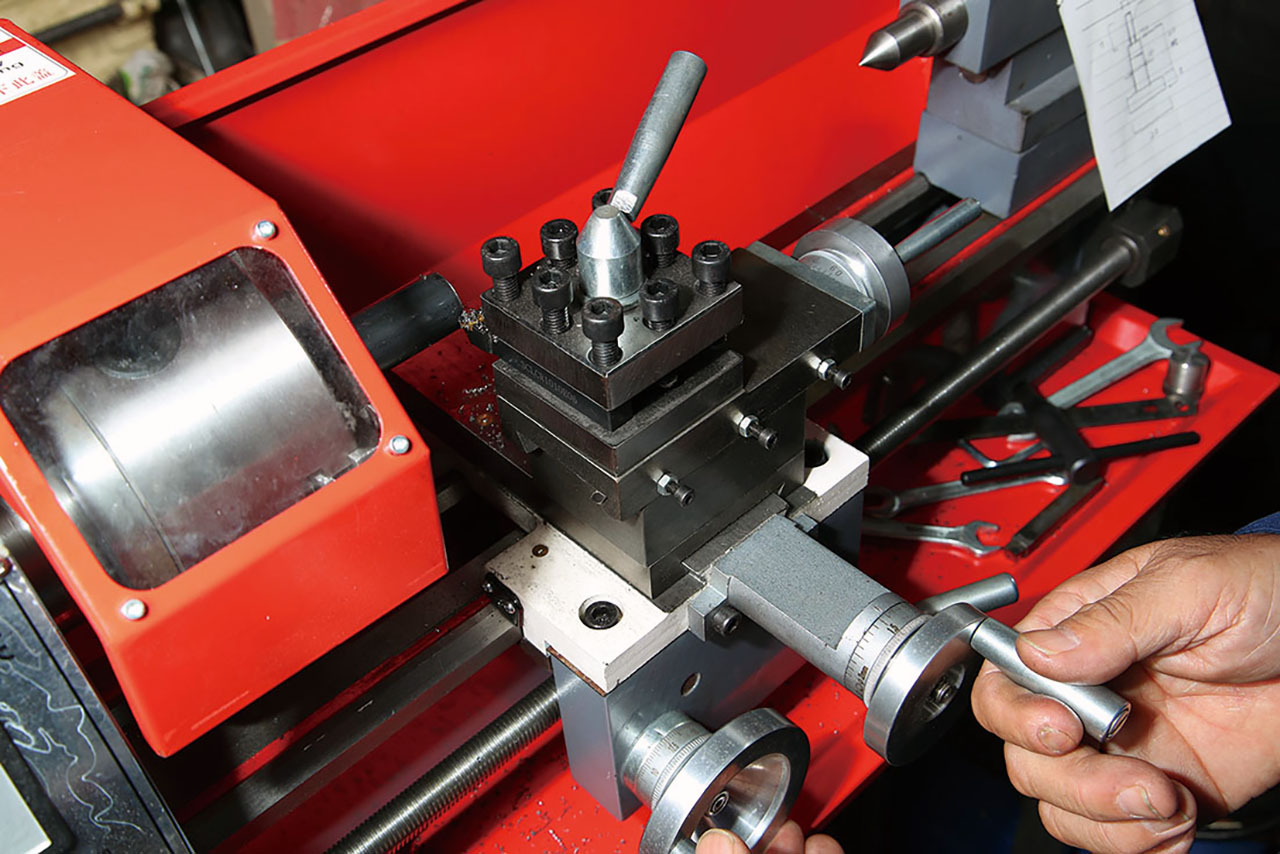 横送り台送りハンドルを操作。
横送り台送りハンドルを操作。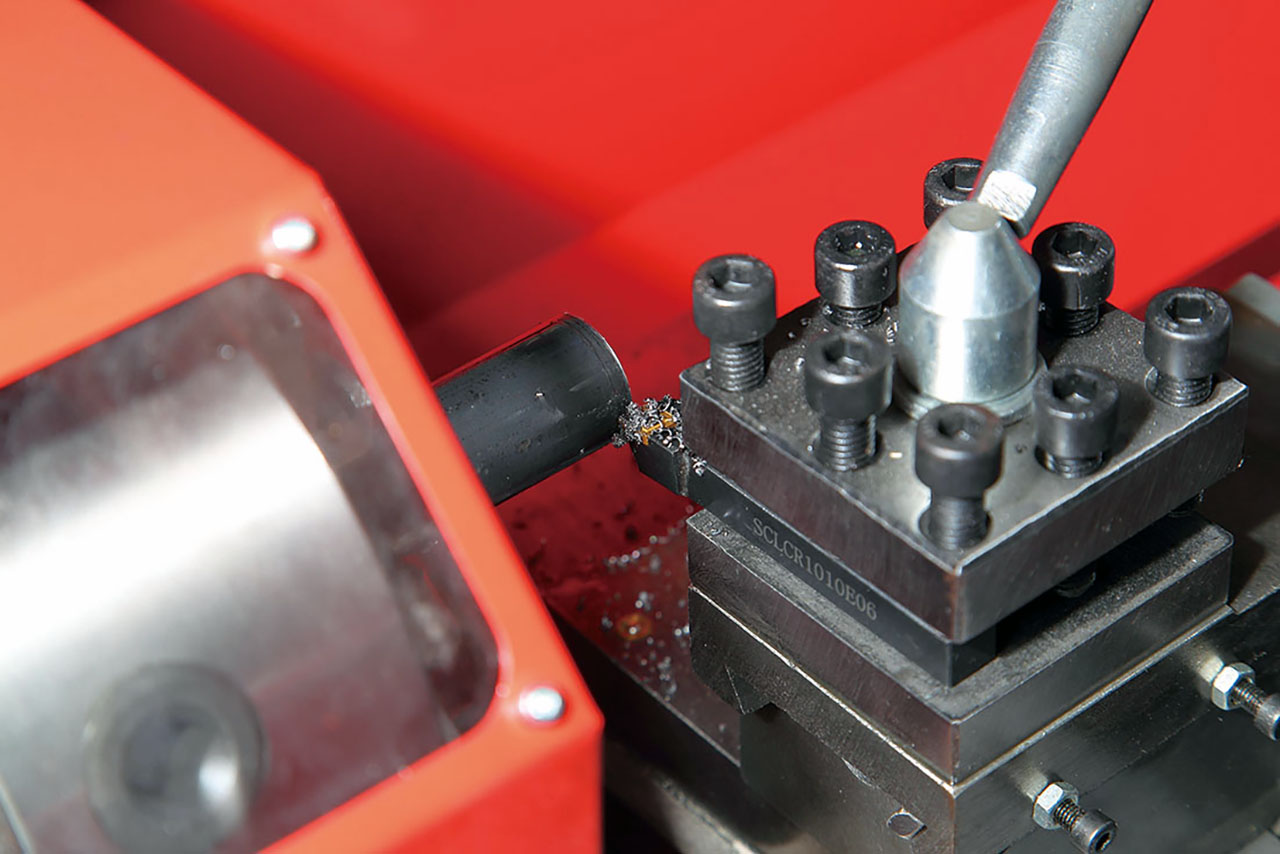 バイト刃先を軽く前後させ、わずかに接触する位置で止める。
バイト刃先を軽く前後させ、わずかに接触する位置で止める。 横送り台送りハンドルをゲージ3~4目盛り送る。
横送り台送りハンドルをゲージ3~4目盛り送る。 往復台送りハンドルをゆっくり送る。
往復台送りハンドルをゆっくり送る。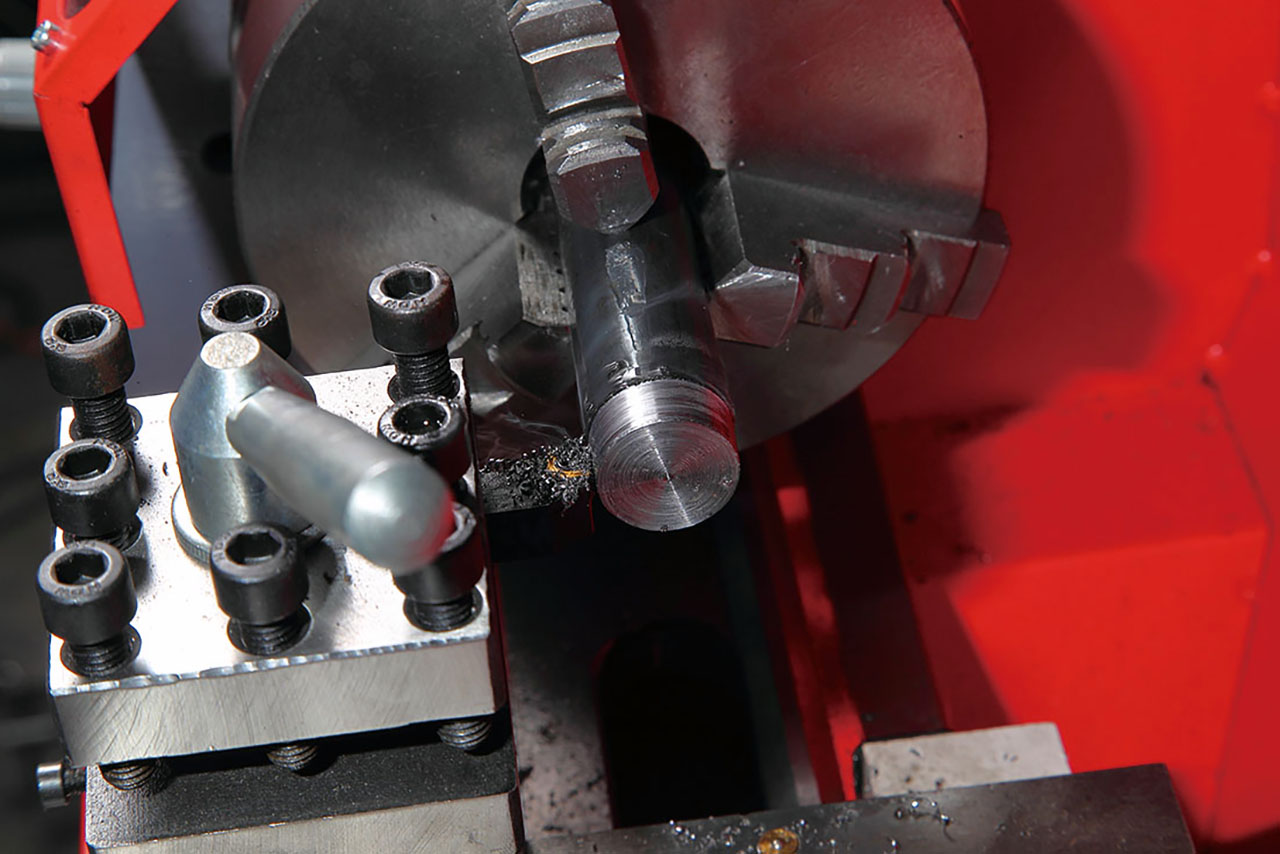 材料側面を削っていく。
材料側面を削っていく。本削り/削り幅が長い場合、ハーフナットを入れて自動送りする
 削り幅が長い場合、自動送り(ハーフナット)を利用する。
削り幅が長い場合、自動送り(ハーフナット)を利用する。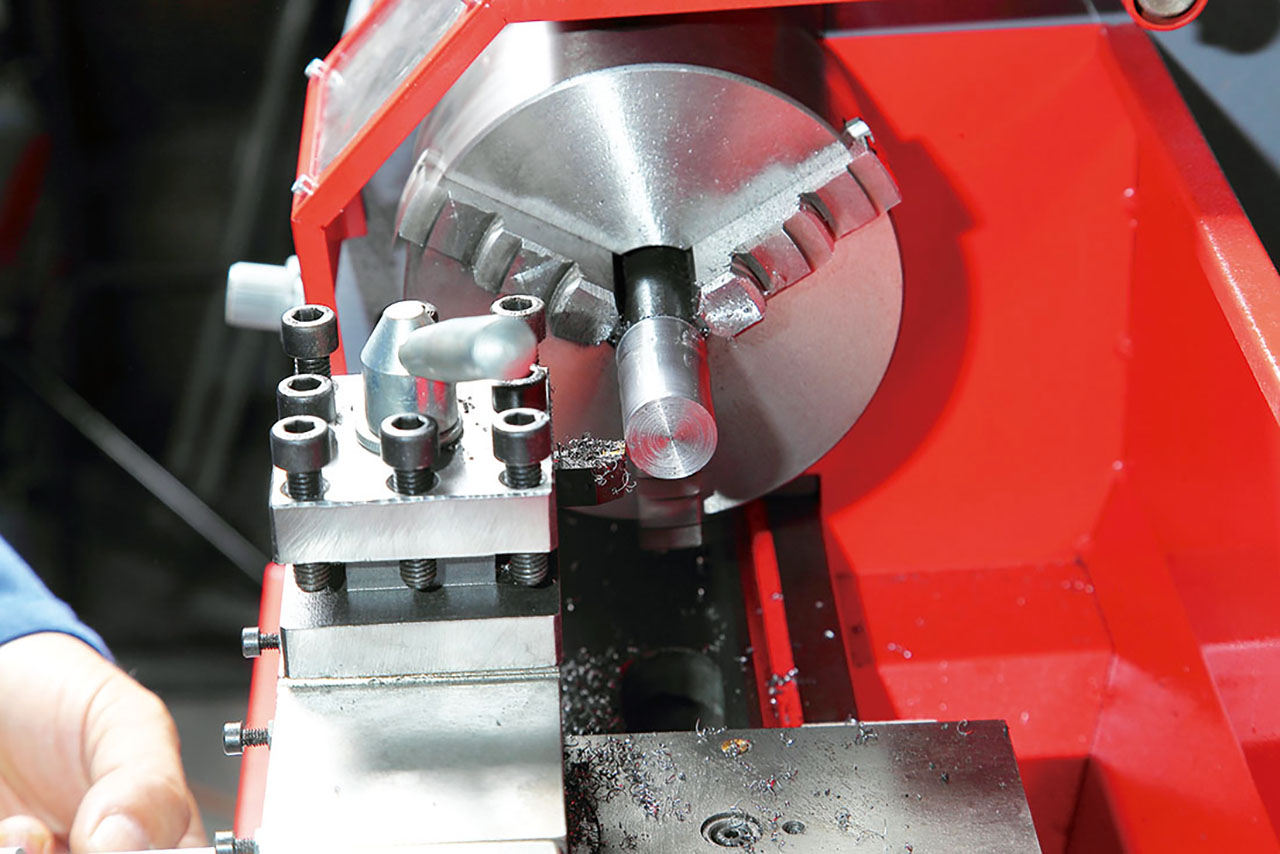 自動送りレバーを下げると往復台が自動的に送られるので、削り幅に注視!
自動送りレバーを下げると往復台が自動的に送られるので、削り幅に注視! 旋削終端の直近で自動送りレバーを上げて自動送りを解除。往復台送りハンドルを手動で操作して終端位置まで削り込む。
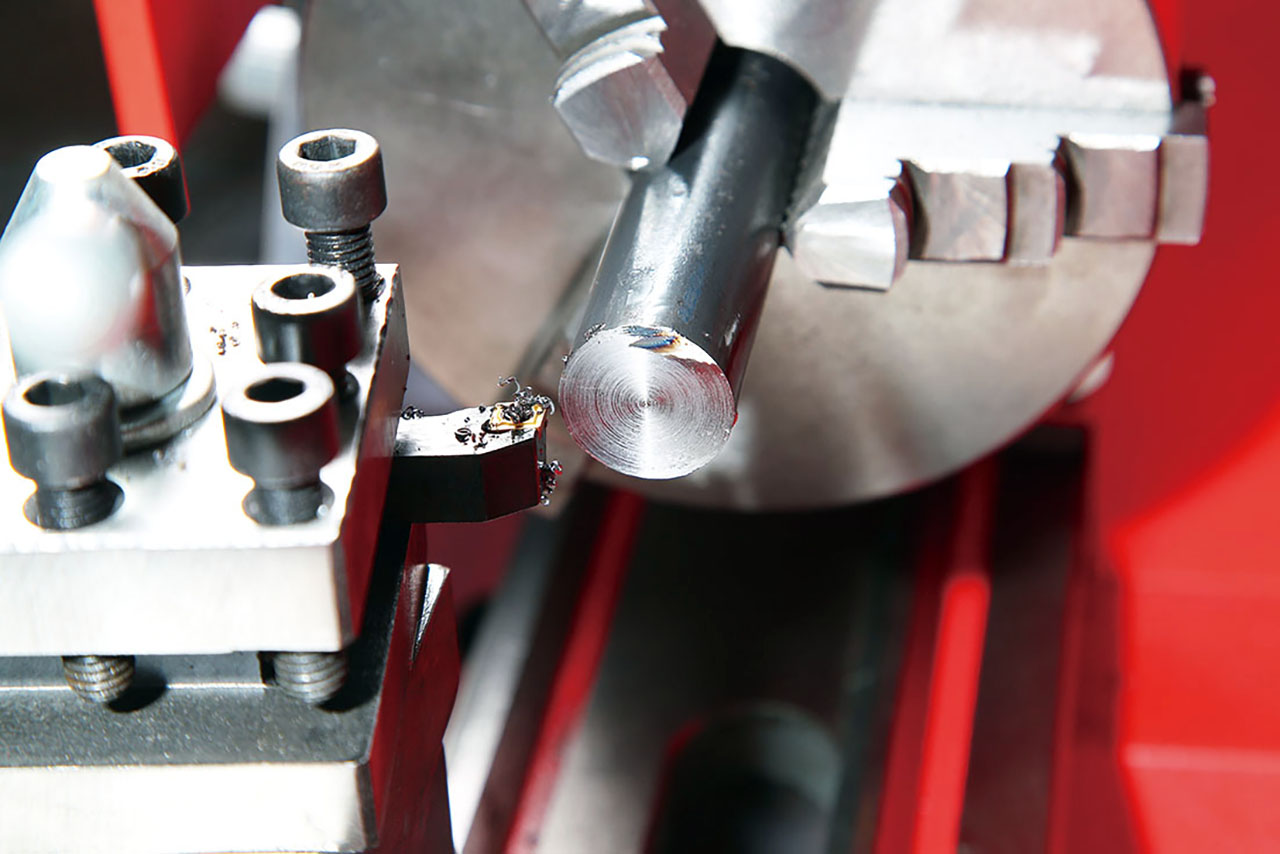
旋削終端の直近で自動送りレバーを上げて自動送りを解除。往復台送りハンドルを手動で操作して終端位置まで削り込む。本削り/計測して削り量を割り出す
 ひと皮削れて真円が出たら主軸の回転を停止させる。
ひと皮削れて真円が出たら主軸の回転を停止させる。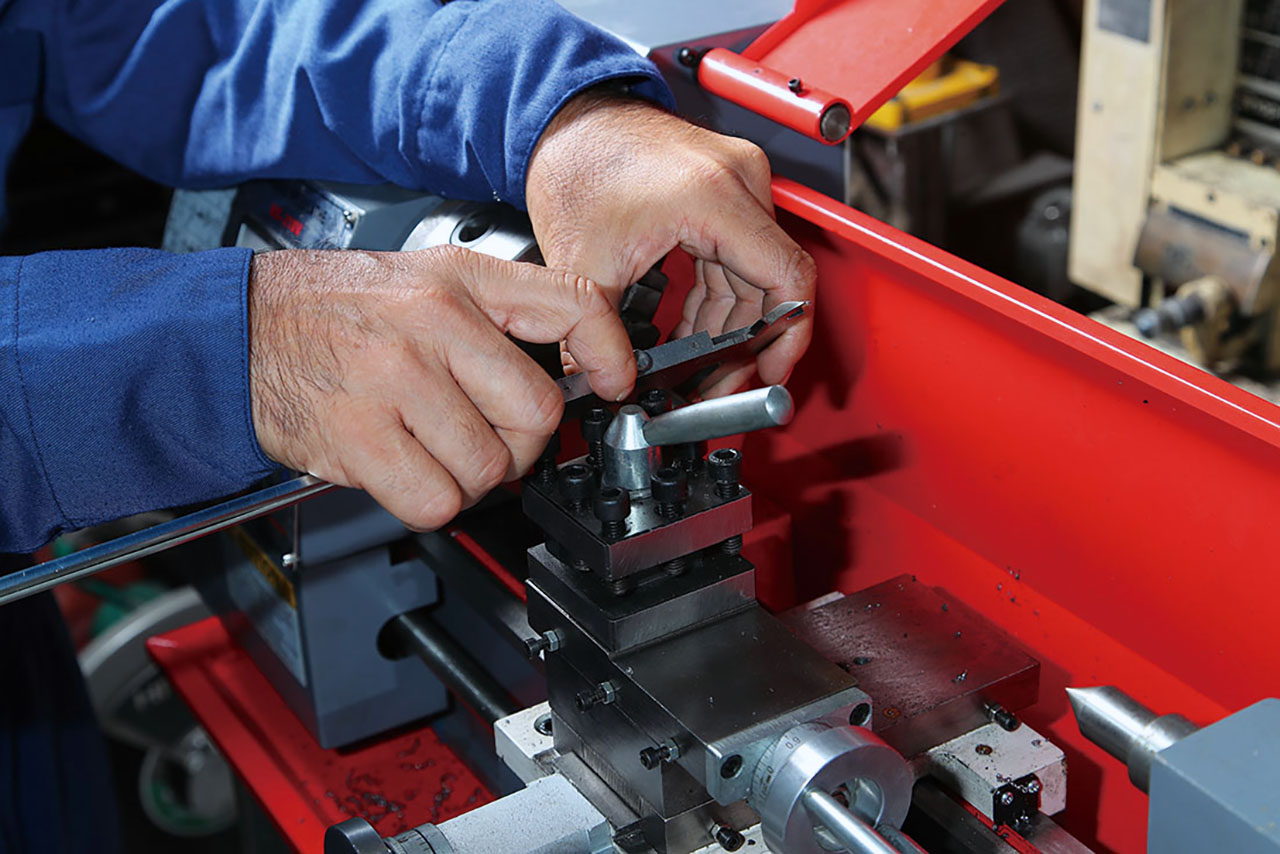 ノギスを使用して材料の直径を計測する。
ノギスを使用して材料の直径を計測する。 計測値から目的のサイズまでの残りを計算(計測値は直径で、1mm削ると2mm直径が縮まるので注意!)。
計測値から目的のサイズまでの残りを計算(計測値は直径で、1mm削ると2mm直径が縮まるので注意!)。 往復台送りハンドルのゲージを0点に合わせる。
往復台送りハンドルのゲージを0点に合わせる。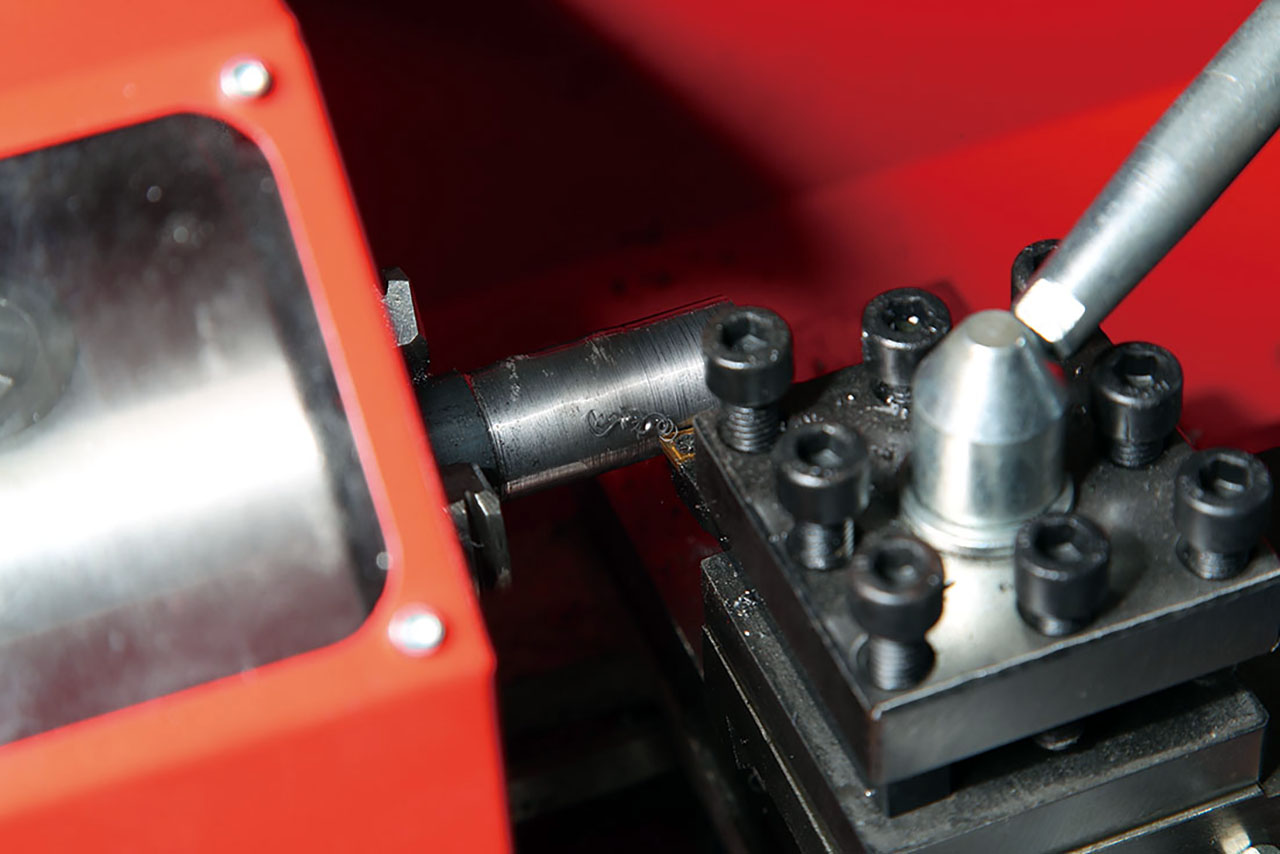 以後、送り量(1目盛りで0.025mm)で削り量を確認しながら目的のサイズまで削りこむ。
以後、送り量(1目盛りで0.025mm)で削り量を確認しながら目的のサイズまで削りこむ。