故障・修理
更新日:2019.11.29 / 掲載日:2019.11.29
DIYスキルを向上させよう! 旋盤入門塾【3-1】

見た目重視で精度は二の次ゆえ 加工練習には最適な題材!?

テーパー加工機能を利用してクルマのパーツも作ってみることにした。
真っ先に思いついたのがMTのシフトノブ。形状が単純で、テーパー加工といっても見た目重視。精度は二の次で済むため、練習には最適な題材といえる。それでいてアルミ削り出しのワンオフという贅沢な一品。問題があるとすれば、これを取り付ける車両が、AT主流の現在では希少という点。幸い、AMガレージにはMT車のジムニーが取材の関係で長期間置きっ放しになっている。オーナーの承諾も得られたため、ジムニー向けのシフトノブを製作することにした。
さて、モデル車のシフトレバーはセンターパネル下部から斜め後方に長く突き出ており、車外品の細長いシフトノブが装着されていた。操作ポイントを合わせるため全長はこれに合わせることにした。
部材のセンターに穴を開ける時は、まずセンタードリルで下穴を開ける
芯押し台にドリル チャックをセット
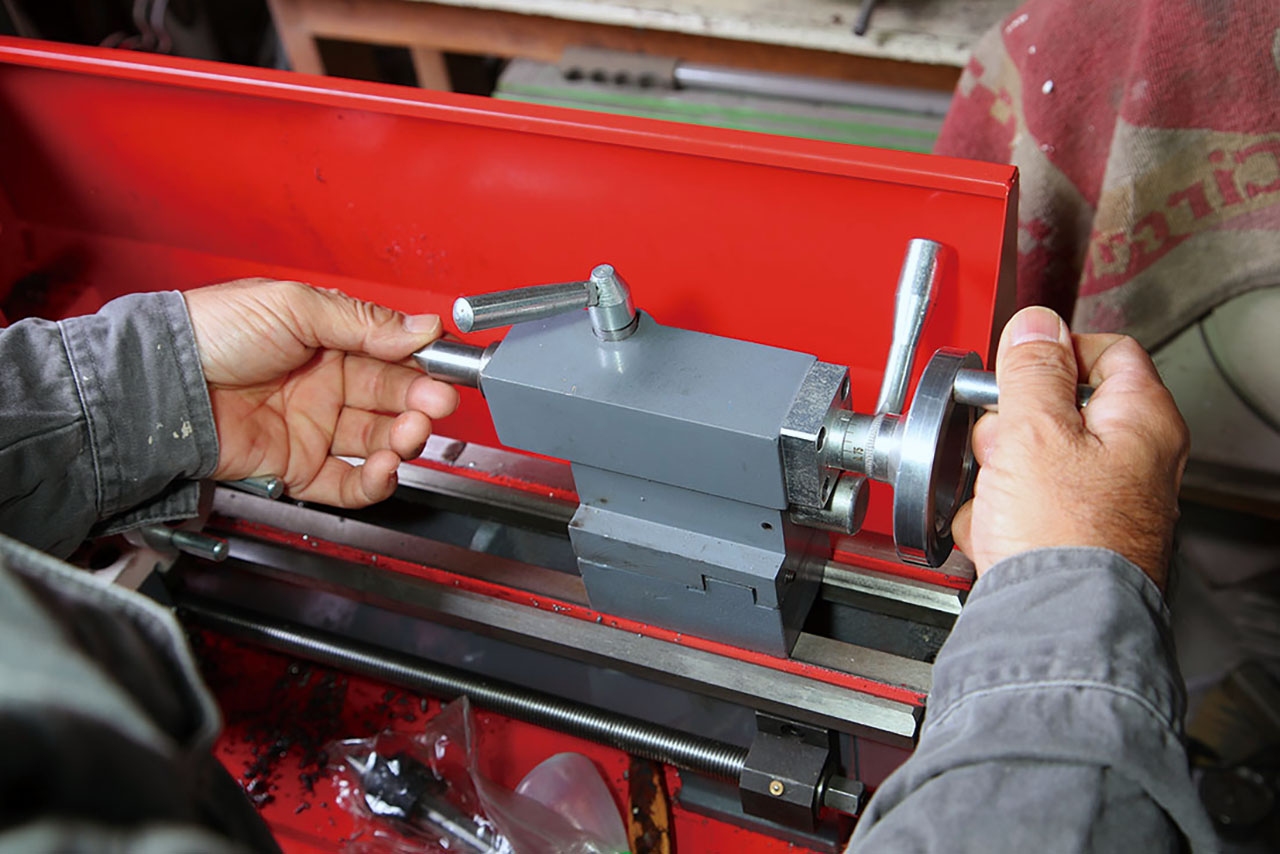 ドリルチャックを芯押しにセットする。センターがセットされていた時は、芯押し軸送りハンドルを左回りに回して芯押し軸を引き込ませる。これで芯押し軸から押し出されてくるので取り外す。
ドリルチャックを芯押しにセットする。センターがセットされていた時は、芯押し軸送りハンドルを左回りに回して芯押し軸を引き込ませる。これで芯押し軸から押し出されてくるので取り外す。 芯押し軸にドリルシャフトをセット。
芯押し軸にドリルシャフトをセット。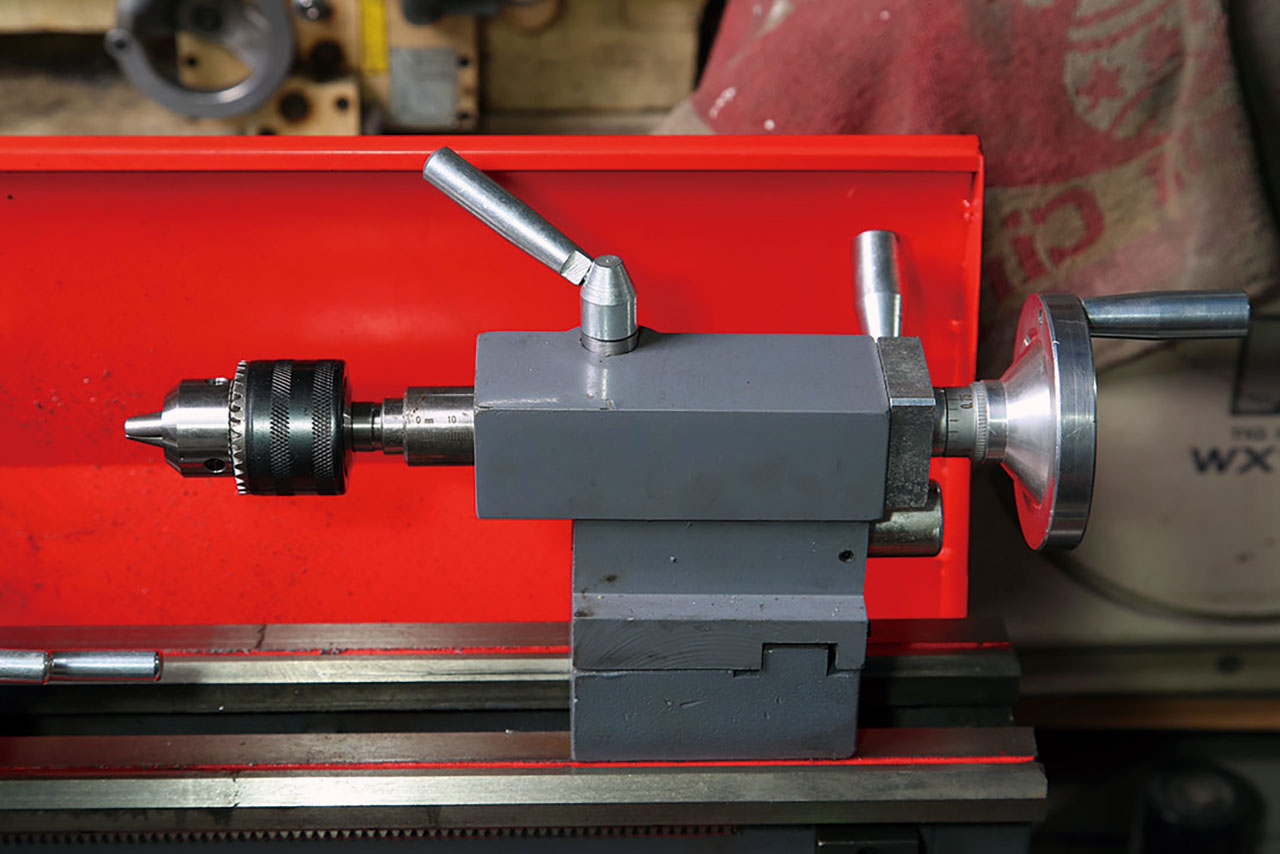 ドリルチャックをはめ込む(一度嵌合させればシャフトと一体化する)。
ドリルチャックをはめ込む(一度嵌合させればシャフトと一体化する)。 穴開け加工を行う時の注意点。
穴開け加工を行う時の注意点。 まず「センタードリル」で中心部に誘導穴を開ける。
まず「センタードリル」で中心部に誘導穴を開ける。 ドリルチャックに組み付け、チャックハンドルで3方向から均等に締め付け固定する。
ドリルチャックに組み付け、チャックハンドルで3方向から均等に締め付け固定する。ドリル先端が部材に密着するまで芯押し台を移動して固定後、ハンドルを締め込む
 芯押し台固定ノブを引き上げてロックを解除。芯押し台を押し込んで、ドリル先端を棒材端面に接触させる。
芯押し台固定ノブを引き上げてロックを解除。芯押し台を押し込んで、ドリル先端を棒材端面に接触させる。 ドリル先端が密着したら芯押し台固定ノブを押し下げて芯押し台をロックする。
ドリル先端が密着したら芯押し台固定ノブを押し下げて芯押し台をロックする。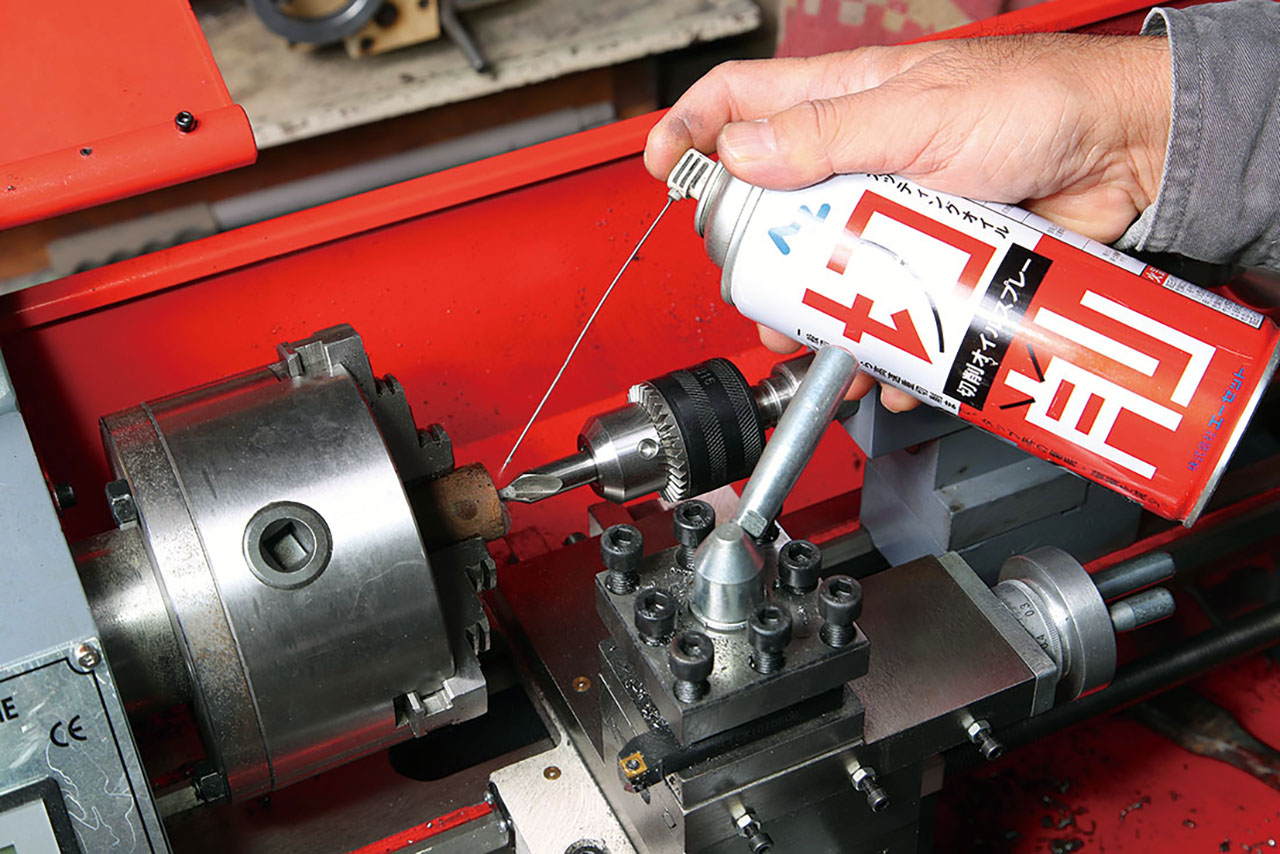 ドリル先端部に切削油をスプレーする。
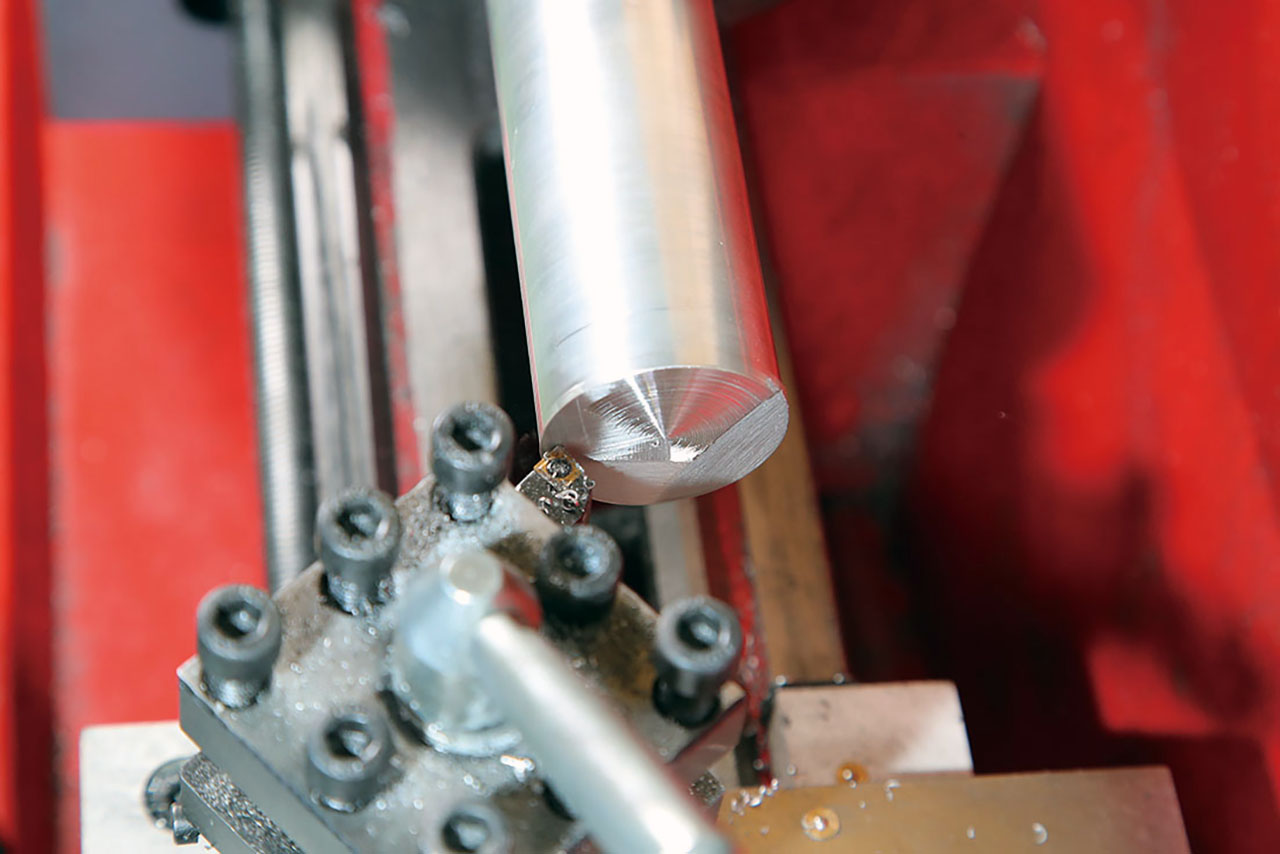
ドリル先端部に切削油をスプレーする。 主軸を回転させ、芯押し軸をゆっくり送って誘導穴を開けていく。
主軸を回転させ、芯押し軸をゆっくり送って誘導穴を開けていく。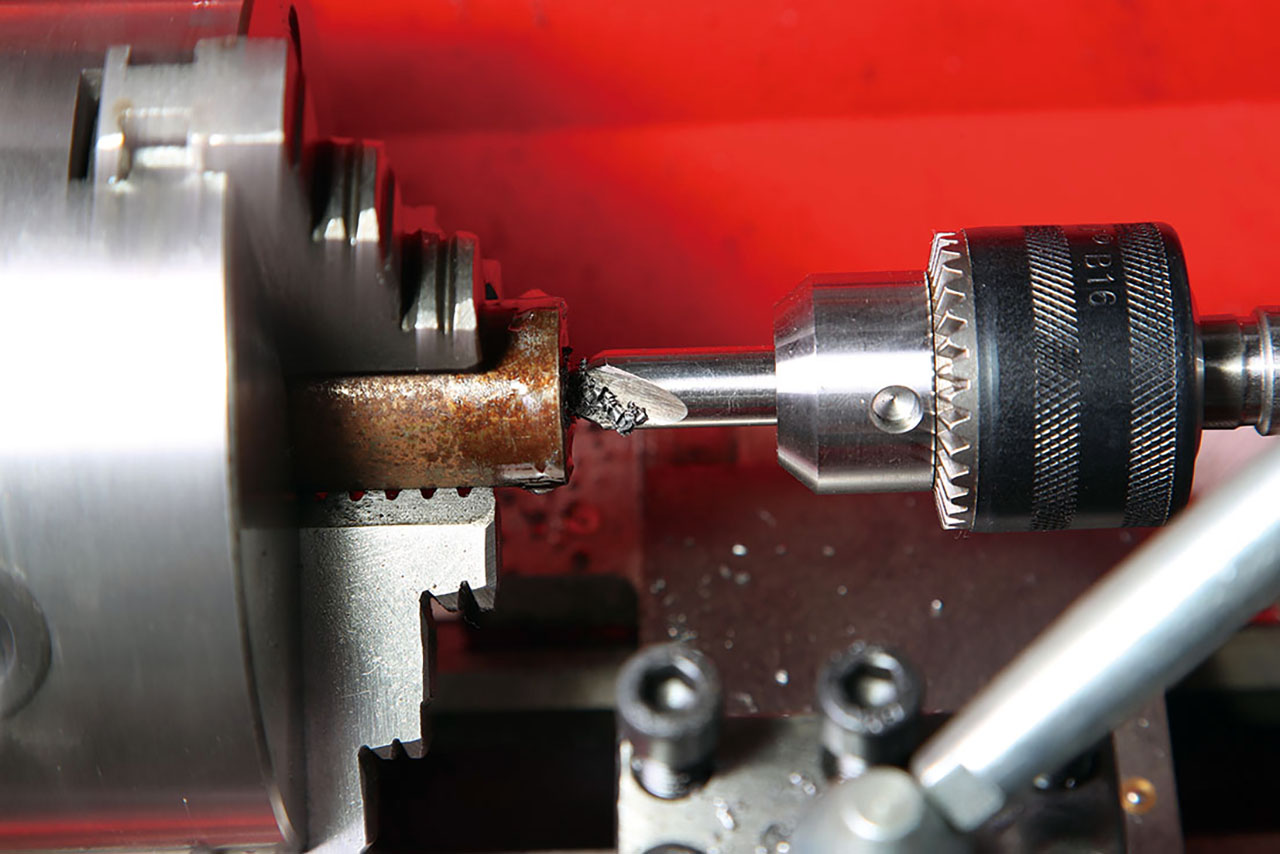 太くなる根元まで送り込む。
太くなる根元まで送り込む。 円錐状に仕上げる。
円錐状に仕上げる。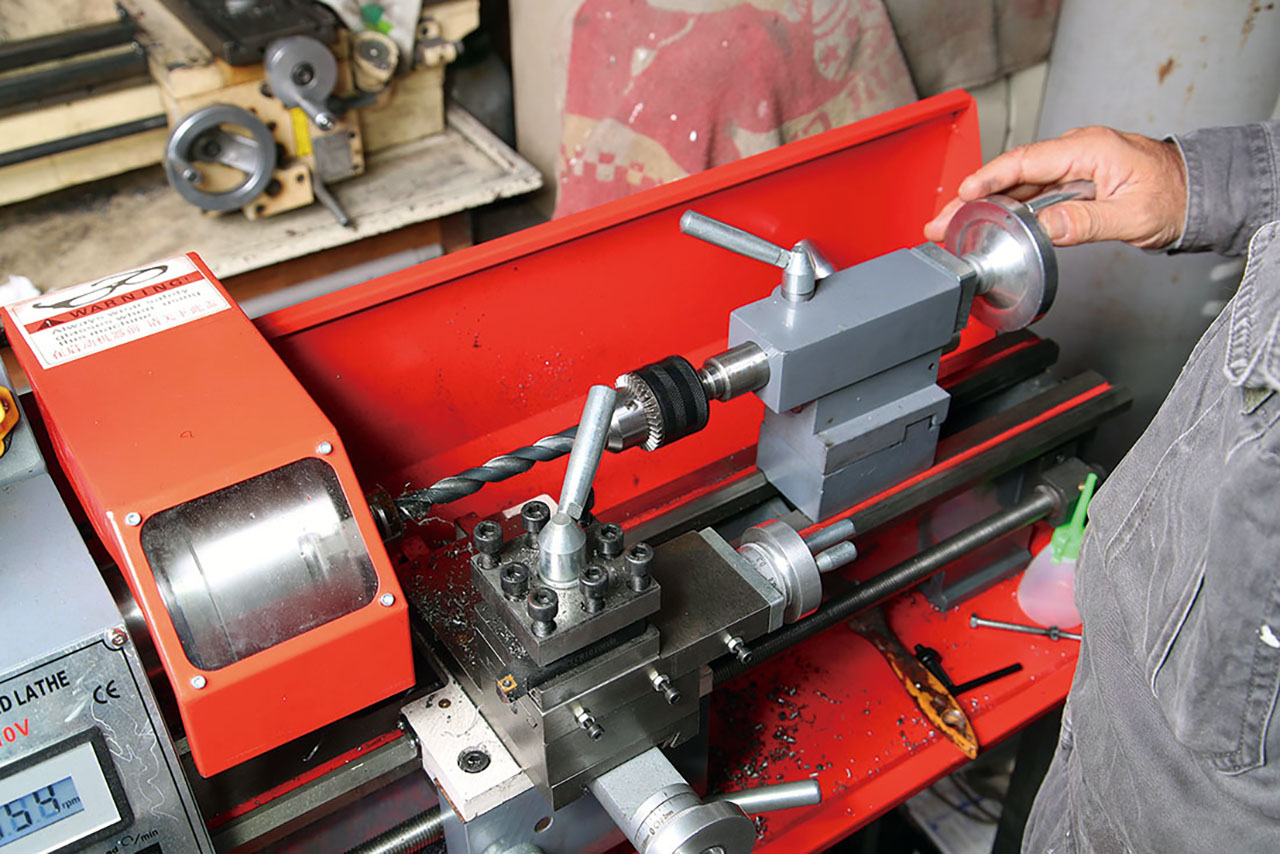 ドリルチャックからセンタードリルを取り外して目的の穴サイズのドリル刃に付け替え、同様の手順で穴を広げる。
ドリルチャックからセンタードリルを取り外して目的の穴サイズのドリル刃に付け替え、同様の手順で穴を広げる。シフトノブの形状を大まかにスケッチ。それを元に各部の寸法を決めていく
 材料は直径40mmのアルミ無垢の棒材。
材料は直径40mmのアルミ無垢の棒材。 ノーマルのシフトノブを左回りに回して取り外す、シフトシャフト先端に切られている雄ネジにピッチゲージをあてがい、ネジピッチを確認する。ネジ径は12mmで、ピッチは1.25。細目のM12だ。
ノーマルのシフトノブを左回りに回して取り外す、シフトシャフト先端に切られている雄ネジにピッチゲージをあてがい、ネジピッチを確認する。ネジ径は12mmで、ピッチは1.25。細目のM12だ。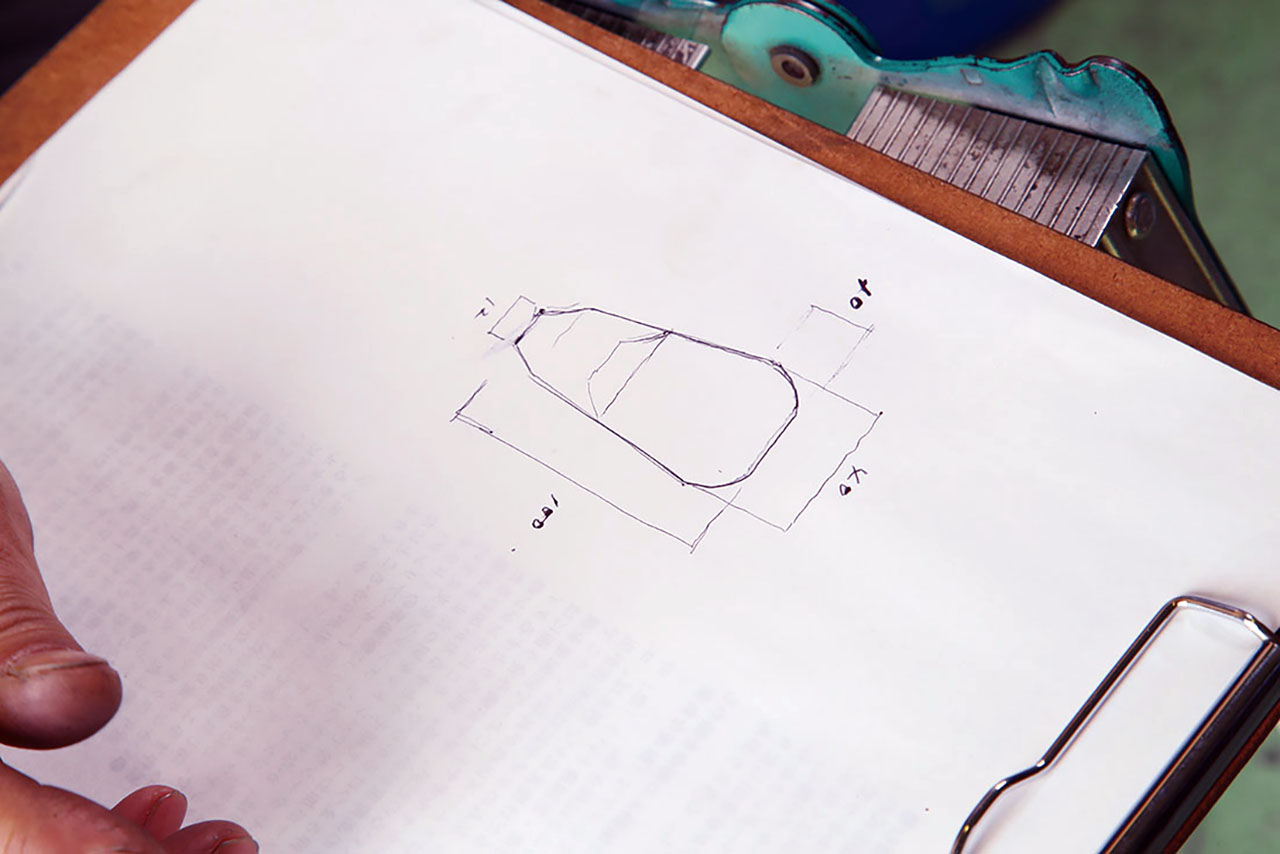 どのような形状に仕上げるか、まずは大まかにスケッチ。
どのような形状に仕上げるか、まずは大まかにスケッチ。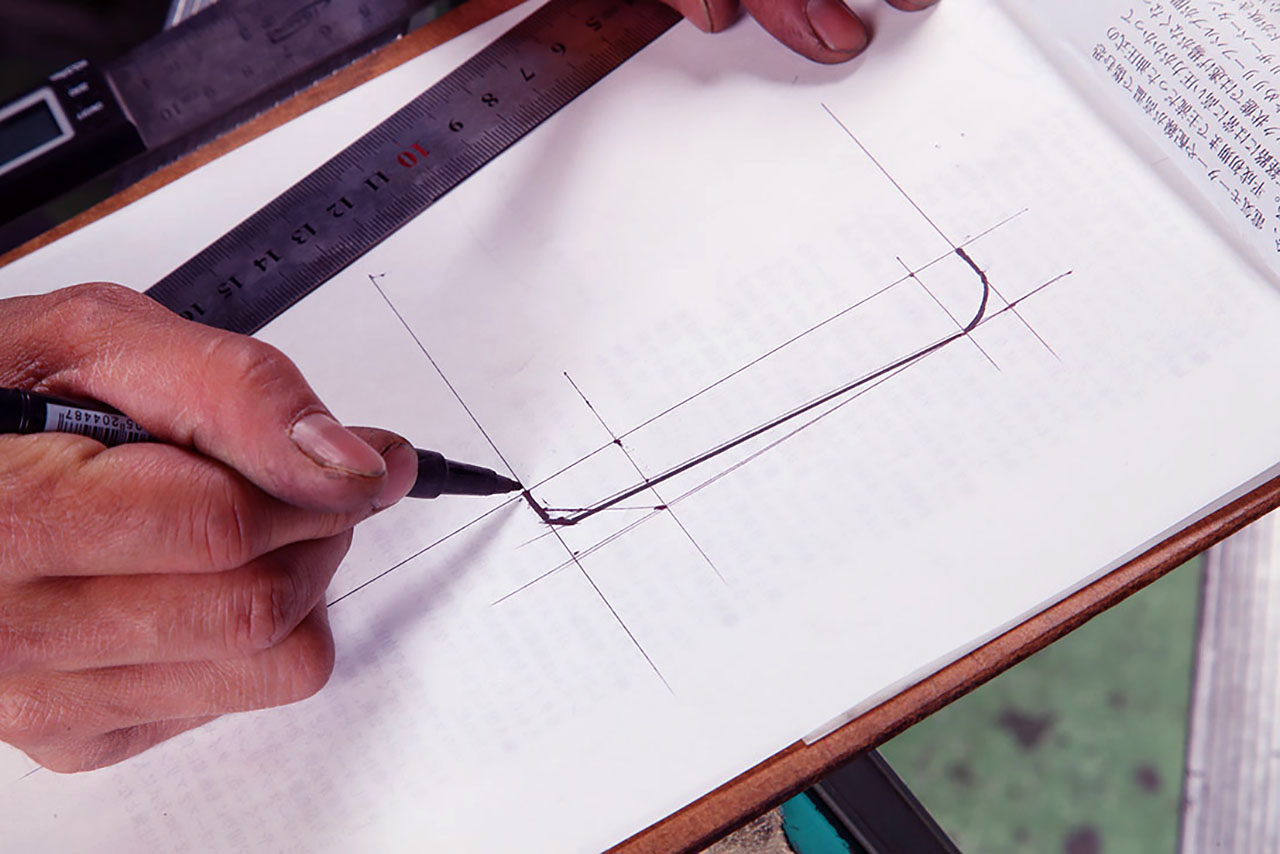 それを元に各部の寸法を決め、原寸の図面を起こす。
それを元に各部の寸法を決め、原寸の図面を起こす。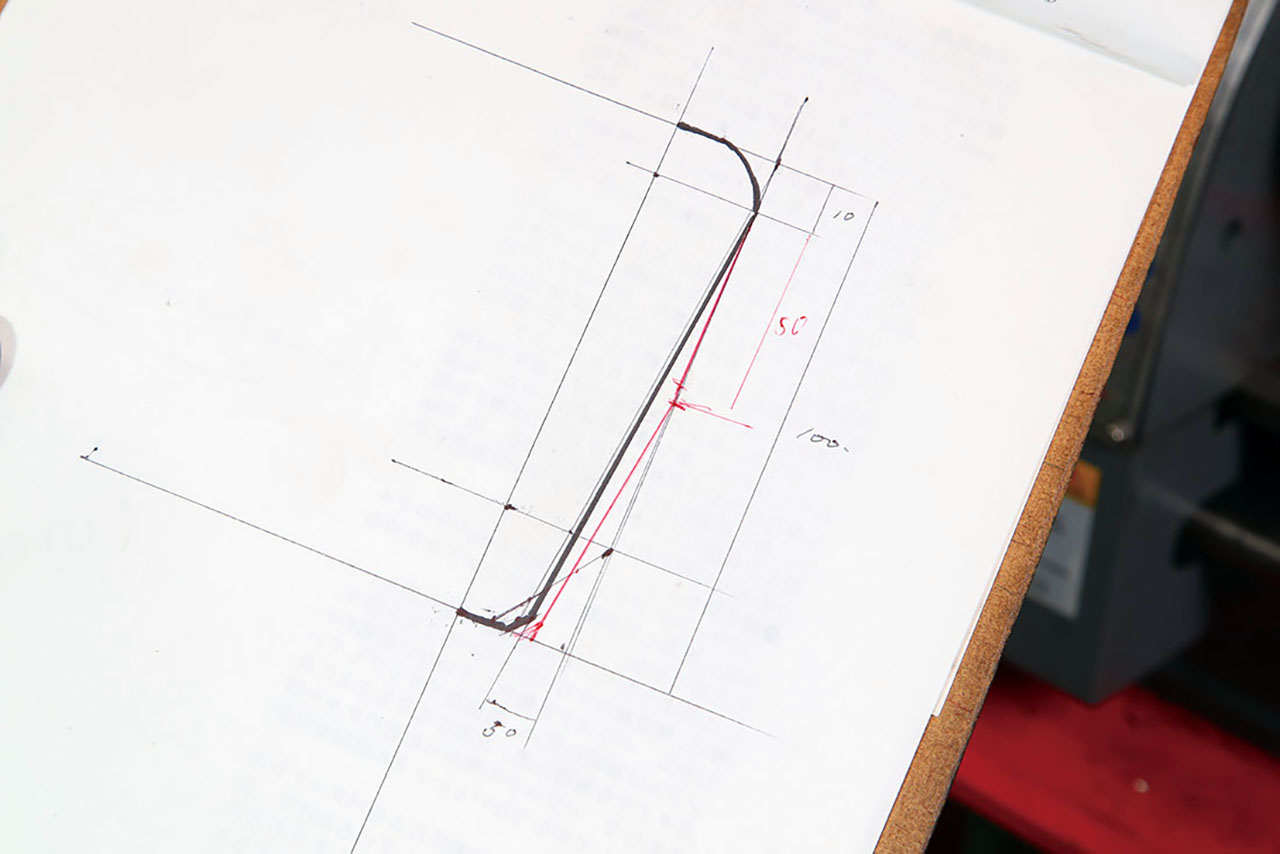 原寸図は中心から半面でOKで、これを元に旋削加工していく。
原寸図は中心から半面でOKで、これを元に旋削加工していく。チャックに挟み込む面を見越して長めにカットし、カット面を面出しする
 製作するシフトノブの全長は100mm。チャックに挟み込む面を見越して材料は長めにカットする。端から150mmにカット位置を記入し、高速カッターにセット。粘りけのあるアルミ無垢材は切れにくいので無理せず
製作するシフトノブの全長は100mm。チャックに挟み込む面を見越して材料は長めにカットする。端から150mmにカット位置を記入し、高速カッターにセット。粘りけのあるアルミ無垢材は切れにくいので無理せず 切り出したら3爪チャックにセット。
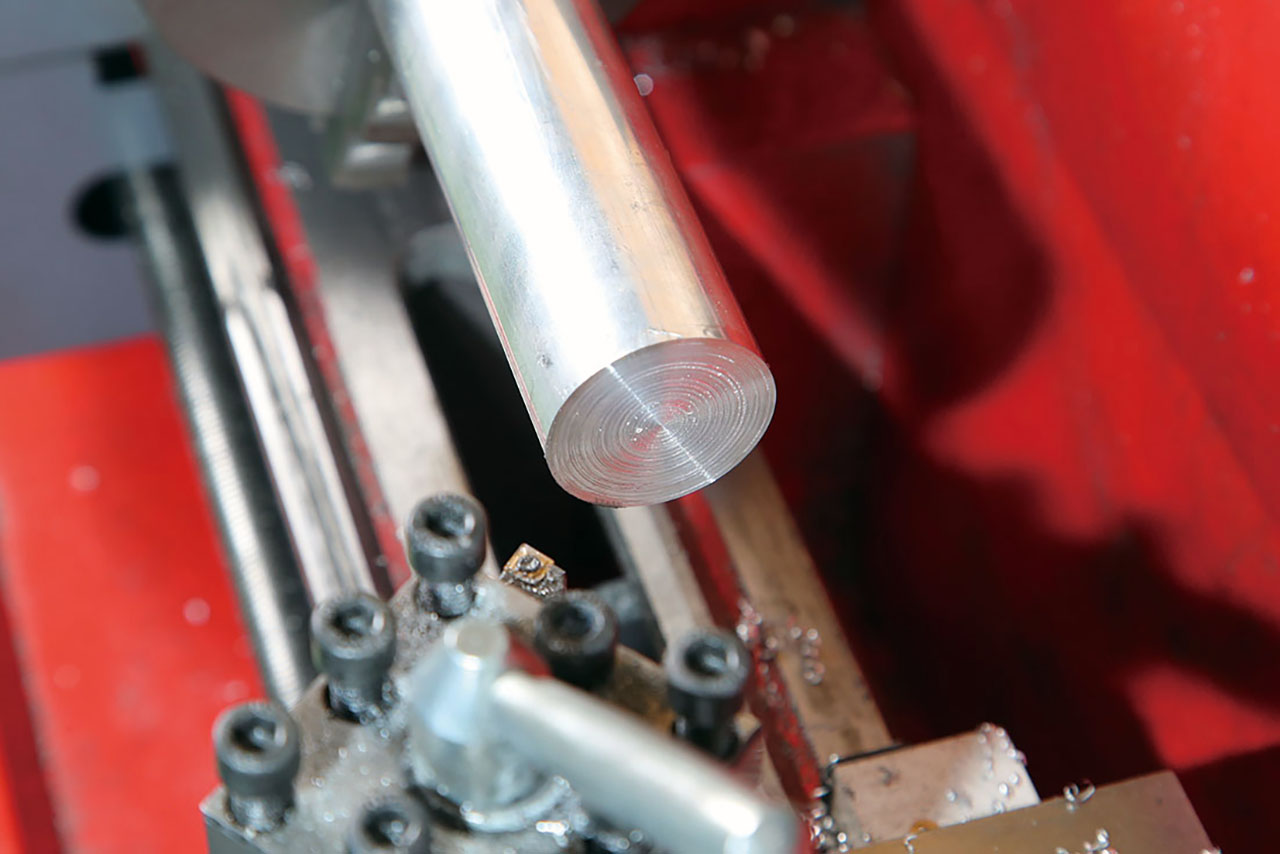
切り出したら3爪チャックにセット。ずは材料端面の面出しを行う

テーパーをつける範囲をマーキングする
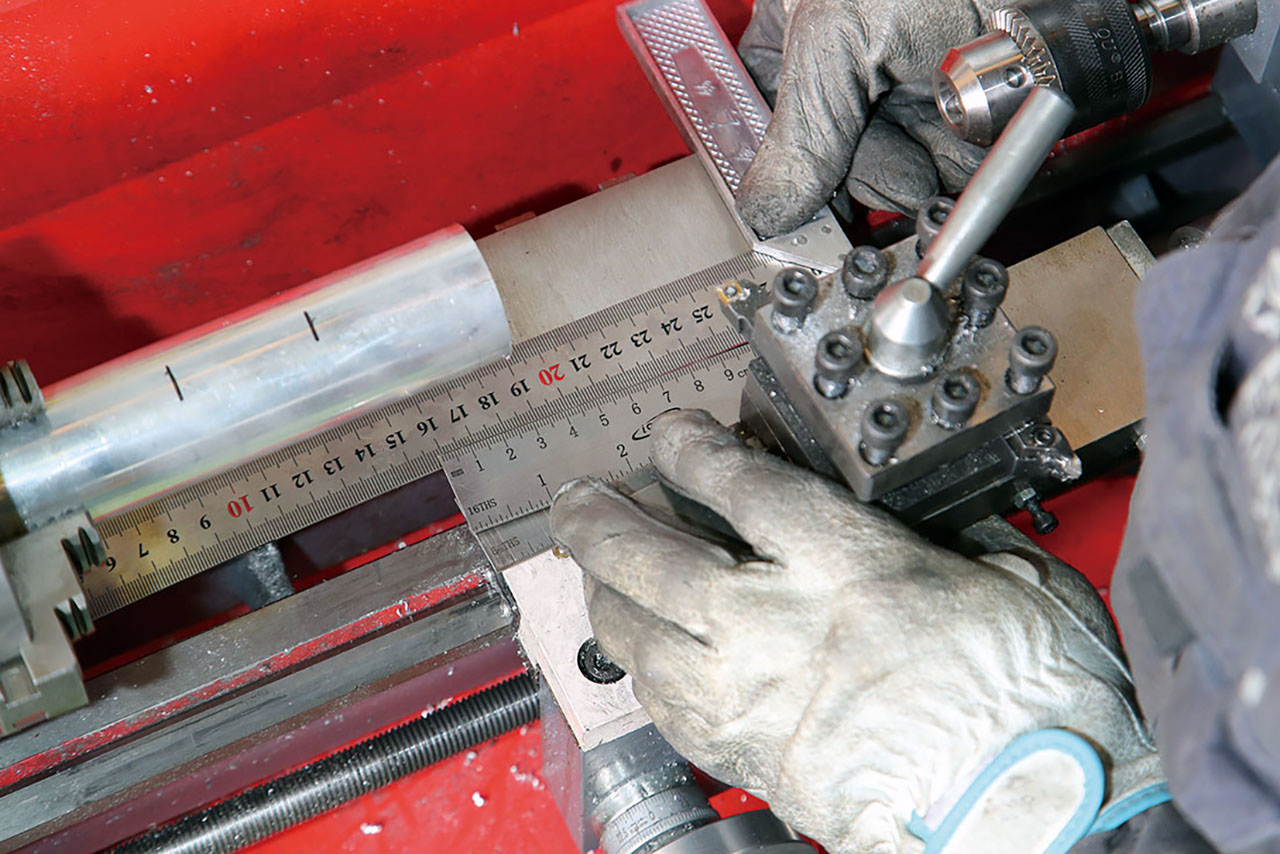
 面出しした材料端面はシフトノブの底部で、そこから50mm位置までテーパーをつけ、さらに50mmの100mm位置が頭部となる。
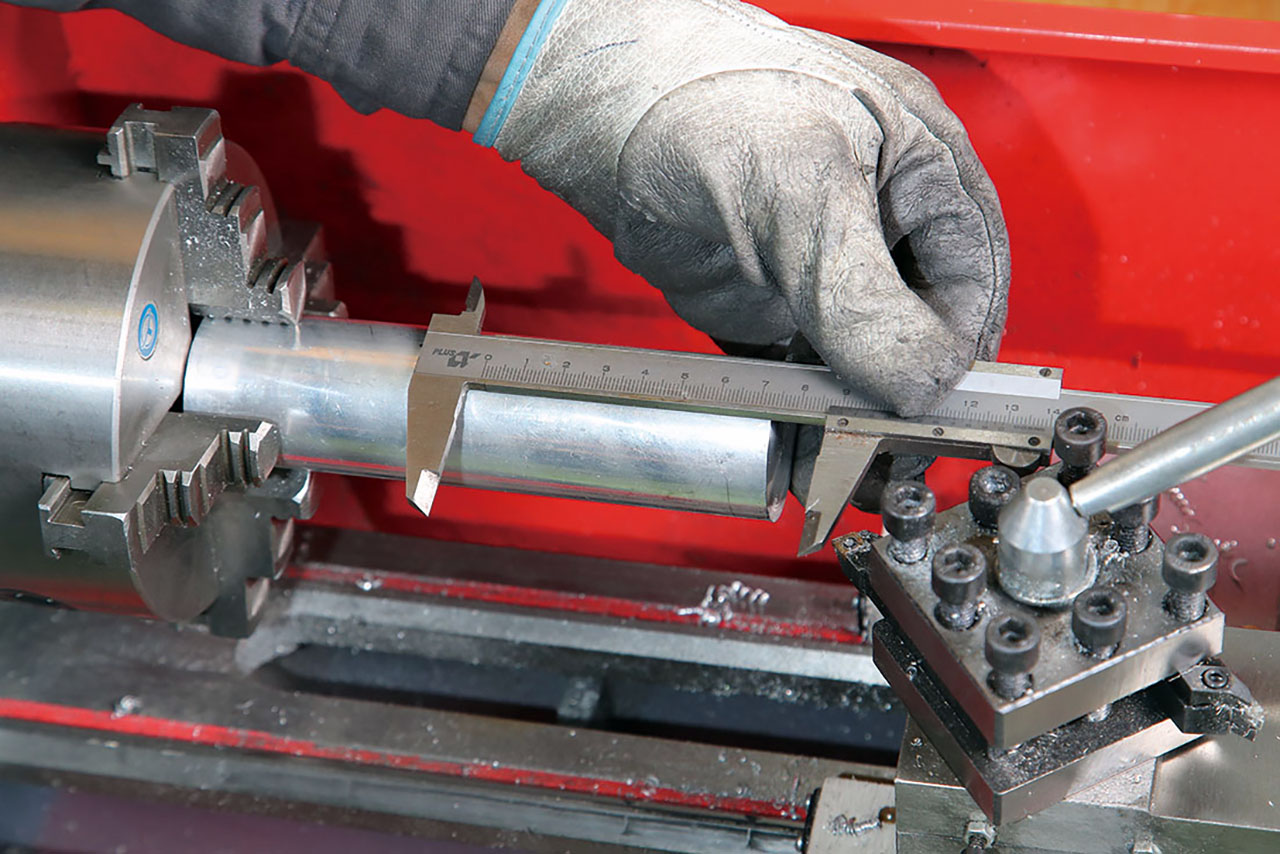
面出しした材料端面はシフトノブの底部で、そこから50mm位置までテーパーをつけ、さらに50mmの100mm位置が頭部となる。 その絞り始める始点と頭部位置を底部から計測。
その絞り始める始点と頭部位置を底部から計測。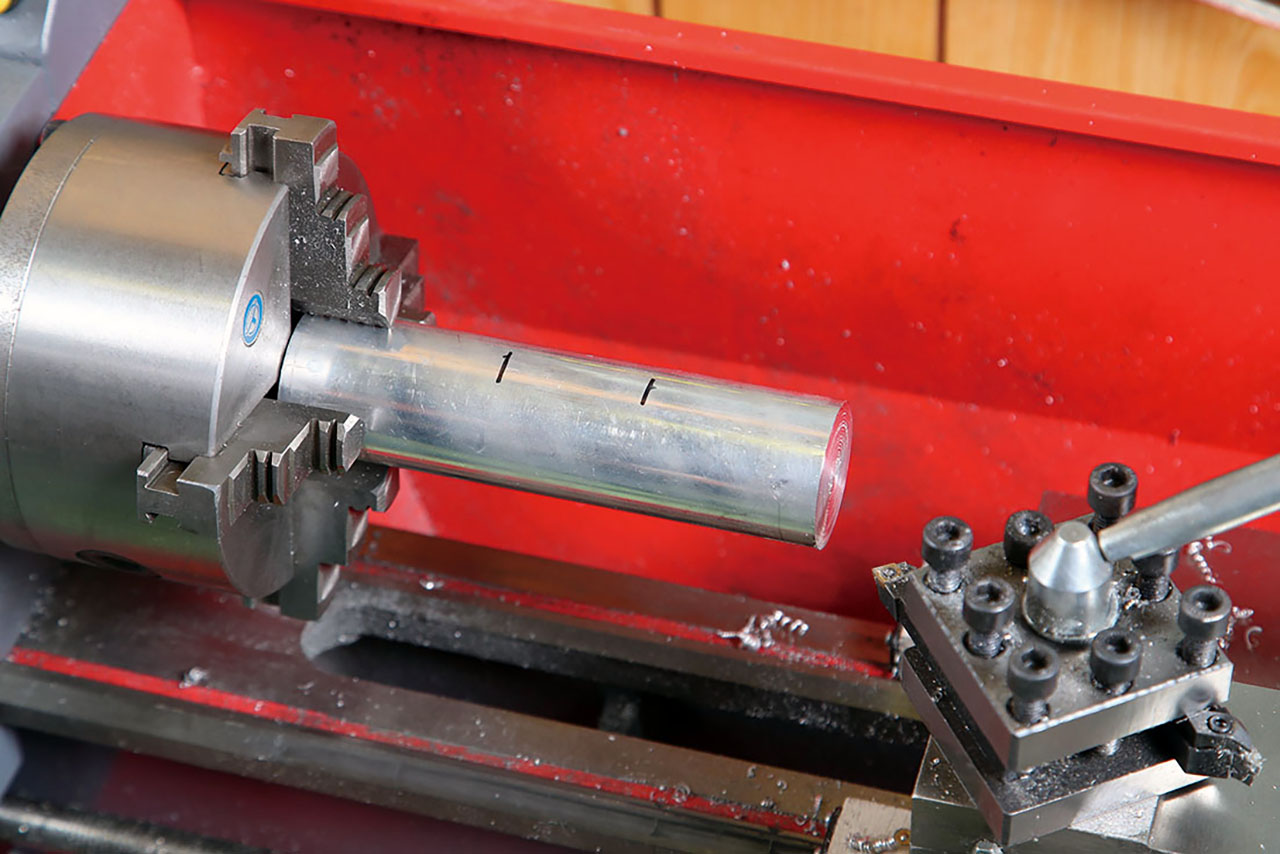 材料に直接マーキングする。
材料に直接マーキングする。複式刃物台を回転させて、求めるテーパー角に合わせる
 複式刃物台送りハンドルを回して横送り台をズラし、固定ボルトを緩めセンターラインに対し任意の角度にセットする。見た目勝負ゆえ、角度計を利用して約5度に設定。仕上がり具合を確認しながら微調整する。
複式刃物台送りハンドルを回して横送り台をズラし、固定ボルトを緩めセンターラインに対し任意の角度にセットする。見た目勝負ゆえ、角度計を利用して約5度に設定。仕上がり具合を確認しながら微調整する。