故障・修理
更新日:2019.11.29 / 掲載日:2019.11.29
DIYスキルを向上させよう! 旋盤入門塾【4-2】
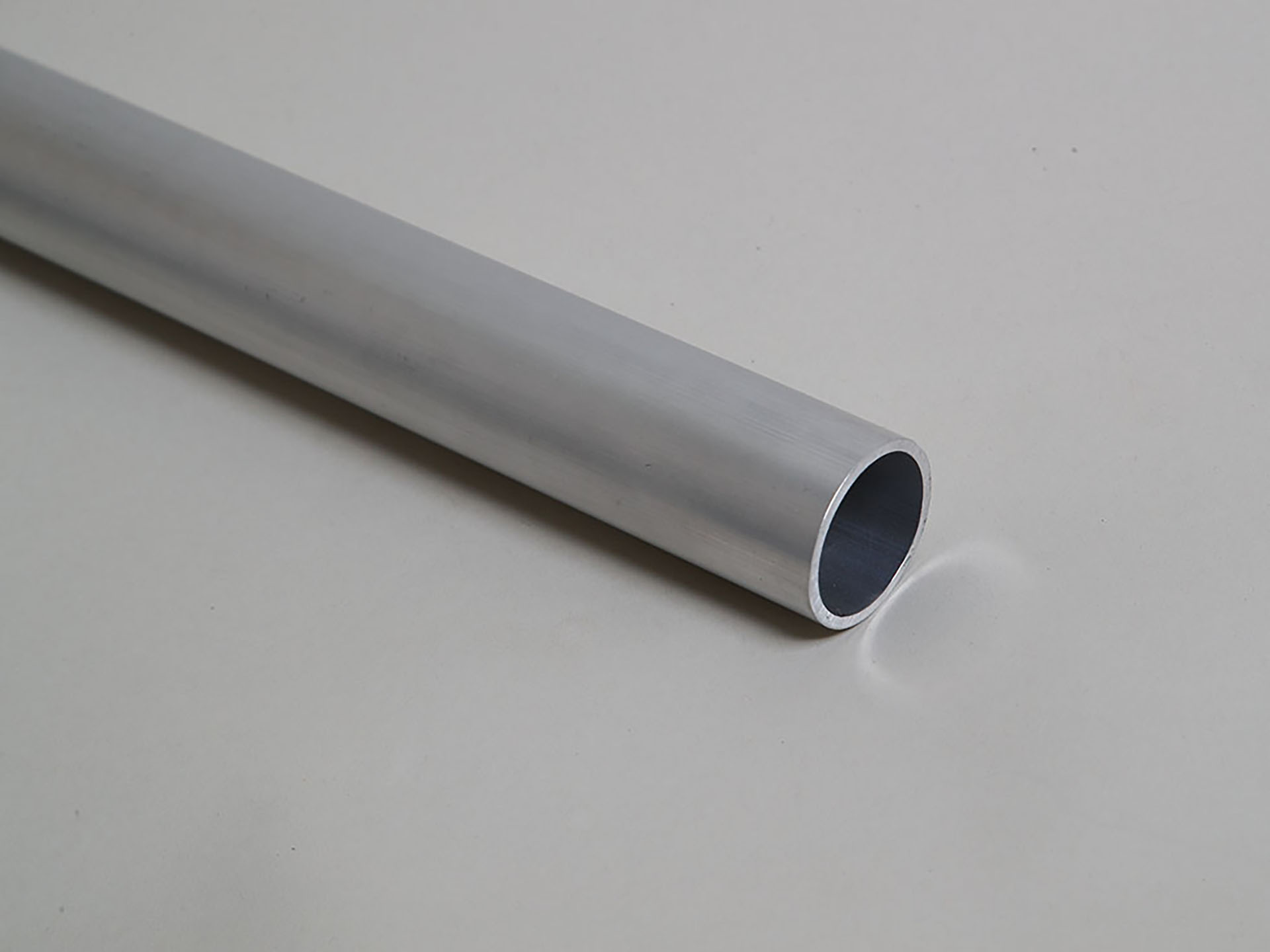 材料は外径40mmのアルミパイプで、肉厚は3mm。つまり、内径は34mmとなる。
材料は外径40mmのアルミパイプで、肉厚は3mm。つまり、内径は34mmとなる。材料はアルミパイプで片端に雌ネジを切る
タンク本体はアルミパイプを利用して製作。片端に雌ネジを切り、同サイズの雄ネジを切ったキャップをセットすることで脱着可能にする。
底部となる反対端のキャップは外す必要がないため単純なはめ込み。このため、底部側のパイプ内面は未加工で、キャップ側のはまり込む面をキッチリ合わせることで嵌合させる。が、最終的には外れないよう溶接でガッチリ固定する。なお、完成品は「俺バイク」で利用するため、溶接処理はその際行う予定でいる。
 端から100mmの位置に切り出し用の印を記す。
端から100mmの位置に切り出し用の印を記す。 高速カッターにセットし、全長100mmサイズに切り出す。
高速カッターにセットし、全長100mmサイズに切り出す。 ディスクグラインダーで切断面に残ったバリを削り落とす。
ディスクグラインダーで切断面に残ったバリを削り落とす。芯出しするため4爪チャックに変更する
 チャック後端に3方向から組み付けられている固定ナットをすべて取り外す。
チャック後端に3方向から組み付けられている固定ナットをすべて取り外す。 外れたら真っすぐ手前に抜き出し、スピンドルから分離する。
外れたら真っすぐ手前に抜き出し、スピンドルから分離する。 3爪チャックにねじ込まれたスタッドボルトを外し、4爪チャックに組み替える。
3爪チャックにねじ込まれたスタッドボルトを外し、4爪チャックに組み替える。 各取り付け穴にスタッドボルトを合わせ、真っすぐはめ込む。
各取り付け穴にスタッドボルトを合わせ、真っすぐはめ込む。 固定ナットを組み付け、キッチリ締め付け
固定ナットを組み付け、キッチリ締め付け連動タイプだったものの芯は出ている
 芯出しすべく4爪チャックに変えたものの中華旋盤に付属してきたものはなんと連動タイプ。3爪よりガッチリ固定できるものの微調整不可ゆえ、このまま作業を進めることにした。
芯出しすべく4爪チャックに変えたものの中華旋盤に付属してきたものはなんと連動タイプ。3爪よりガッチリ固定できるものの微調整不可ゆえ、このまま作業を進めることにした。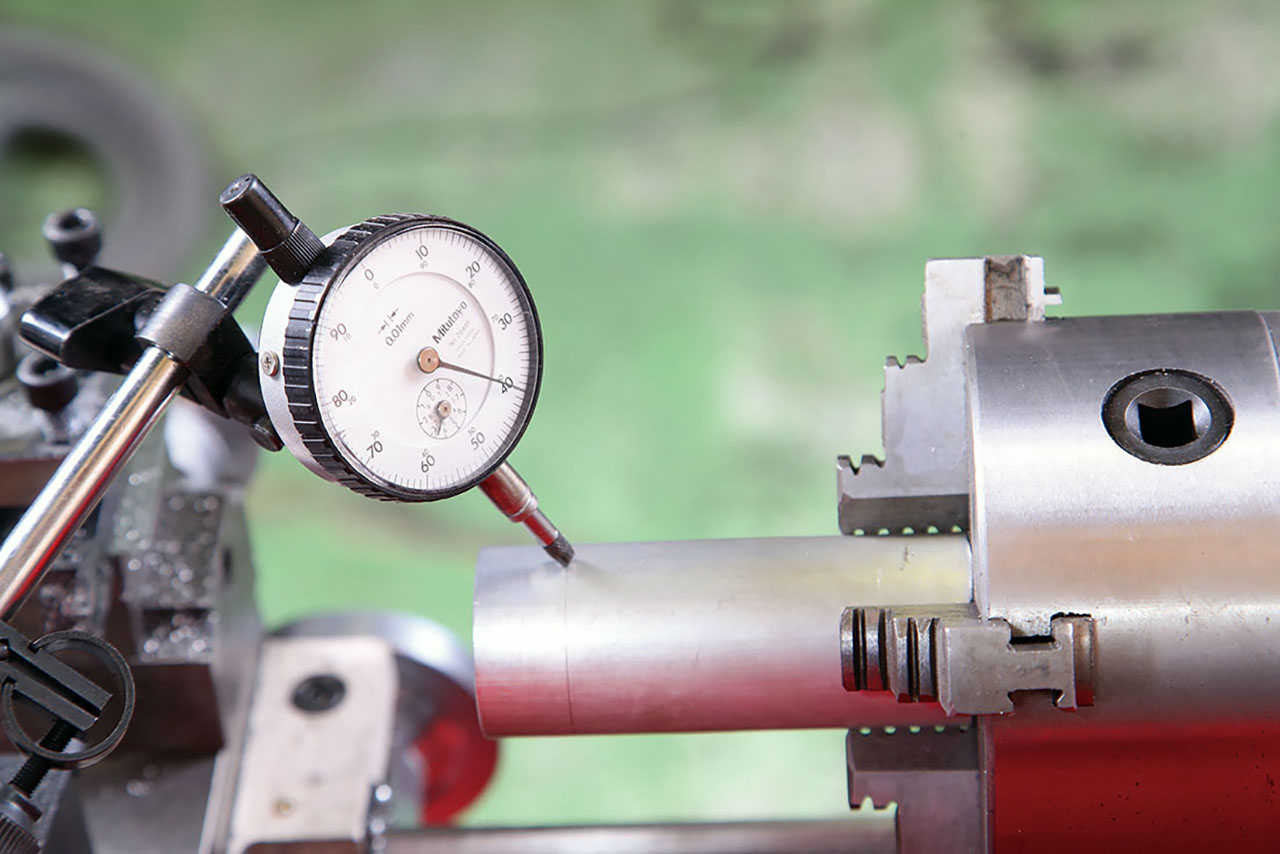 念のため振れを確認したところ0.25mmだった。
念のため振れを確認したところ0.25mmだった。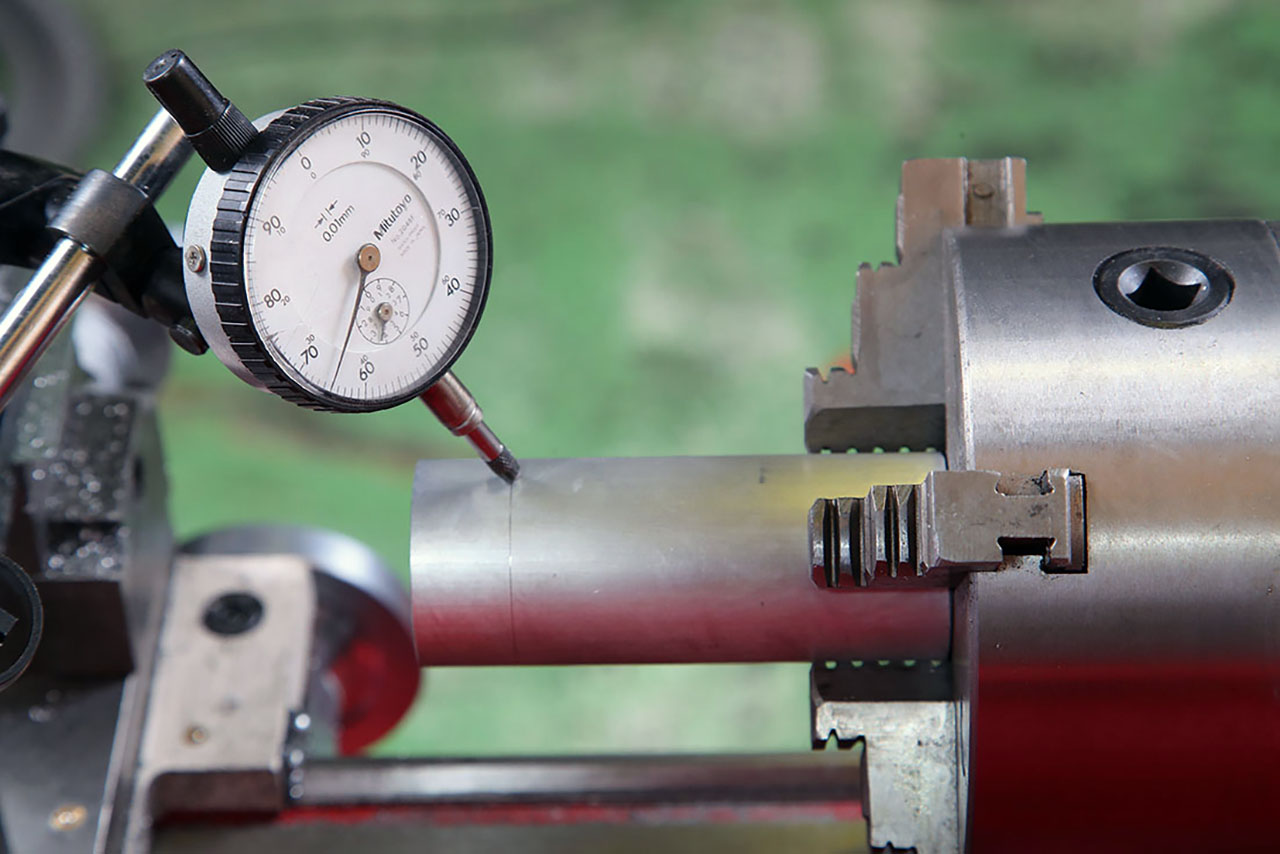 許容範囲内に収まったからだ。
許容範囲内に収まったからだ。入手したAM旋盤付属の4爪は単動ではなく連動だった
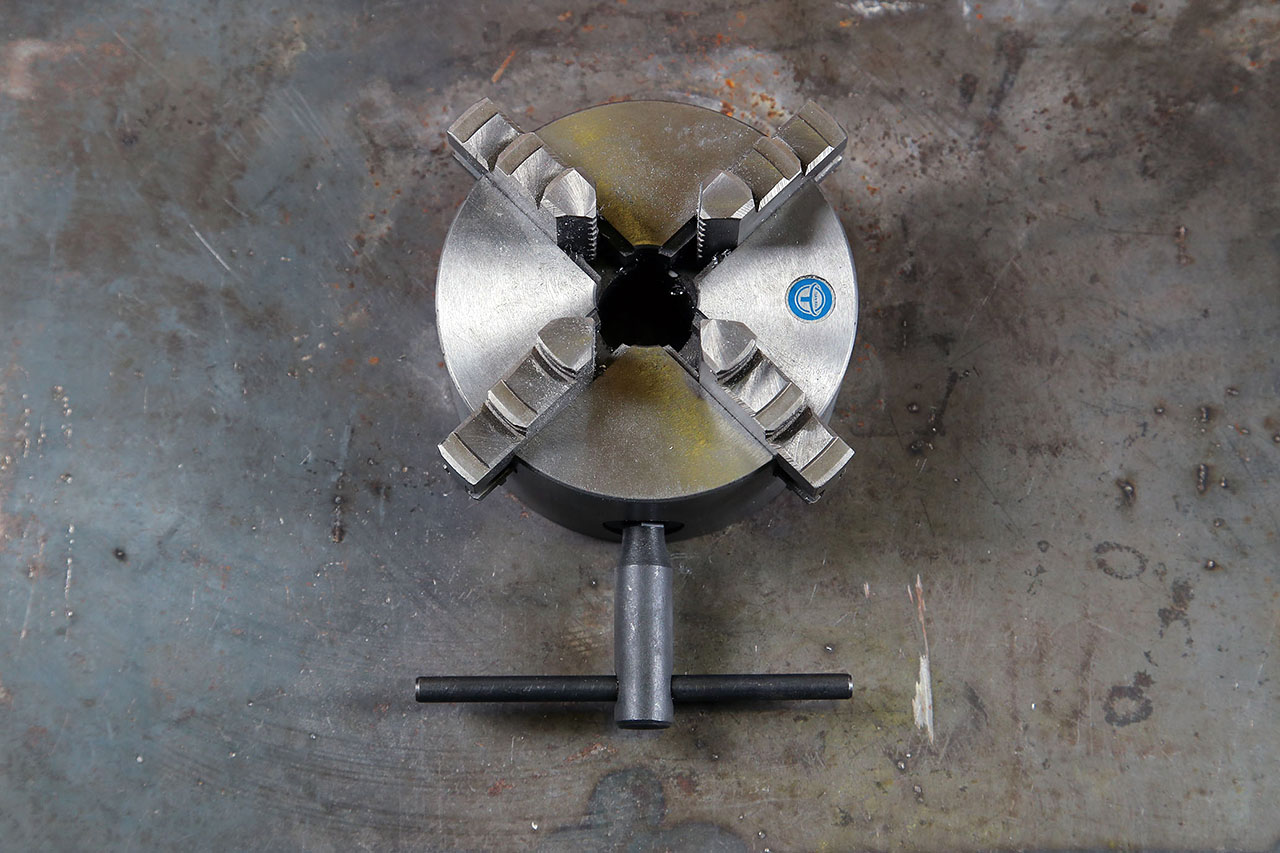
付属の4爪チャックは今回初めて利用した。この4爪チャック、すべての爪が独立して動く単動タイプが一般的で、当然このタイプと捉えていた。が、フタを開けたら連動タイプと判明。今後のことを考えると単動タイプを入手する必要がありそうだ。
雌ネジ切りバイトをセットし、移動量の目印をマーキング
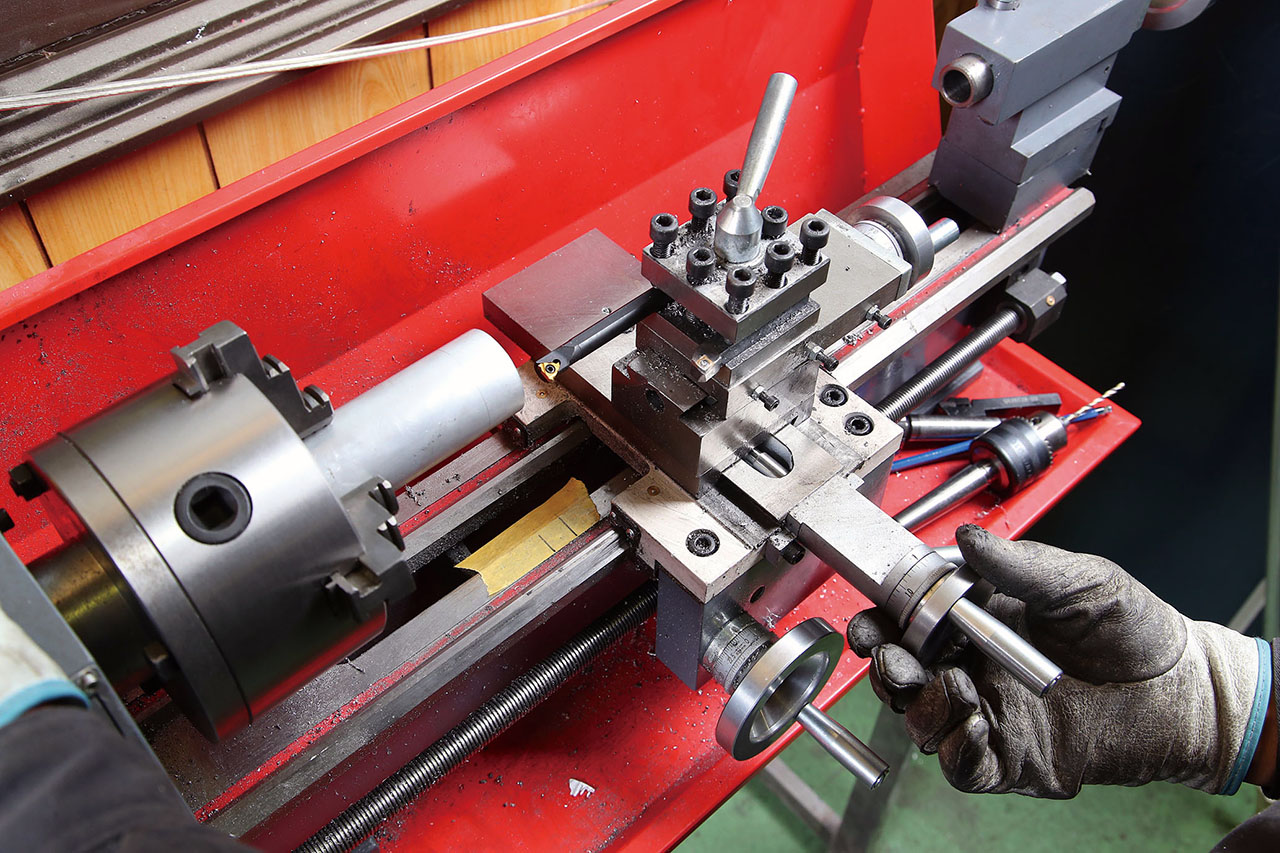
 これが円筒内にネジ溝を彫るときに利用する「雌ネジ切りバイト」だ。
これが円筒内にネジ溝を彫るときに利用する「雌ネジ切りバイト」だ。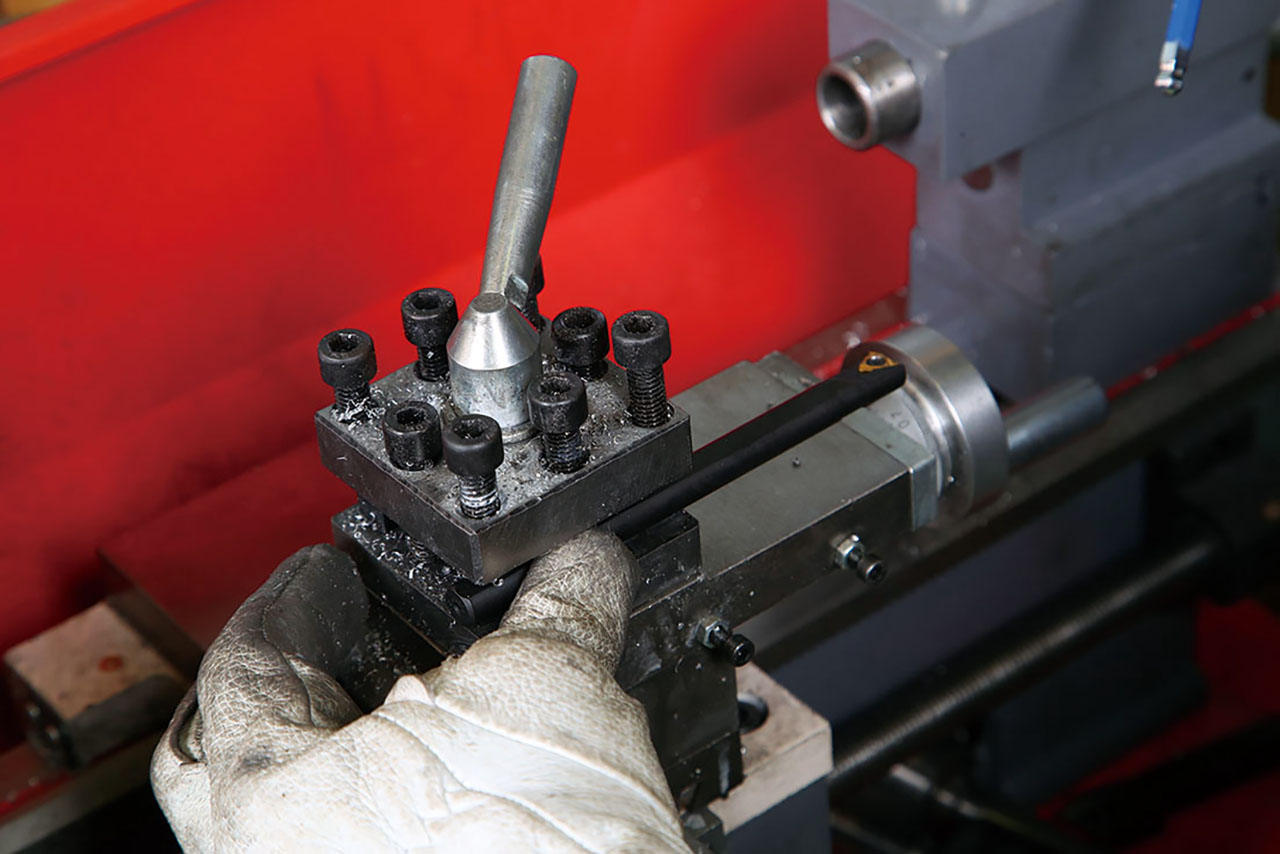 刃物台にセットし、ボルトを均等に締めて固定。
刃物台にセットし、ボルトを均等に締めて固定。 刃先がパイプ端に接するまで移動させる。
刃先がパイプ端に接するまで移動させる。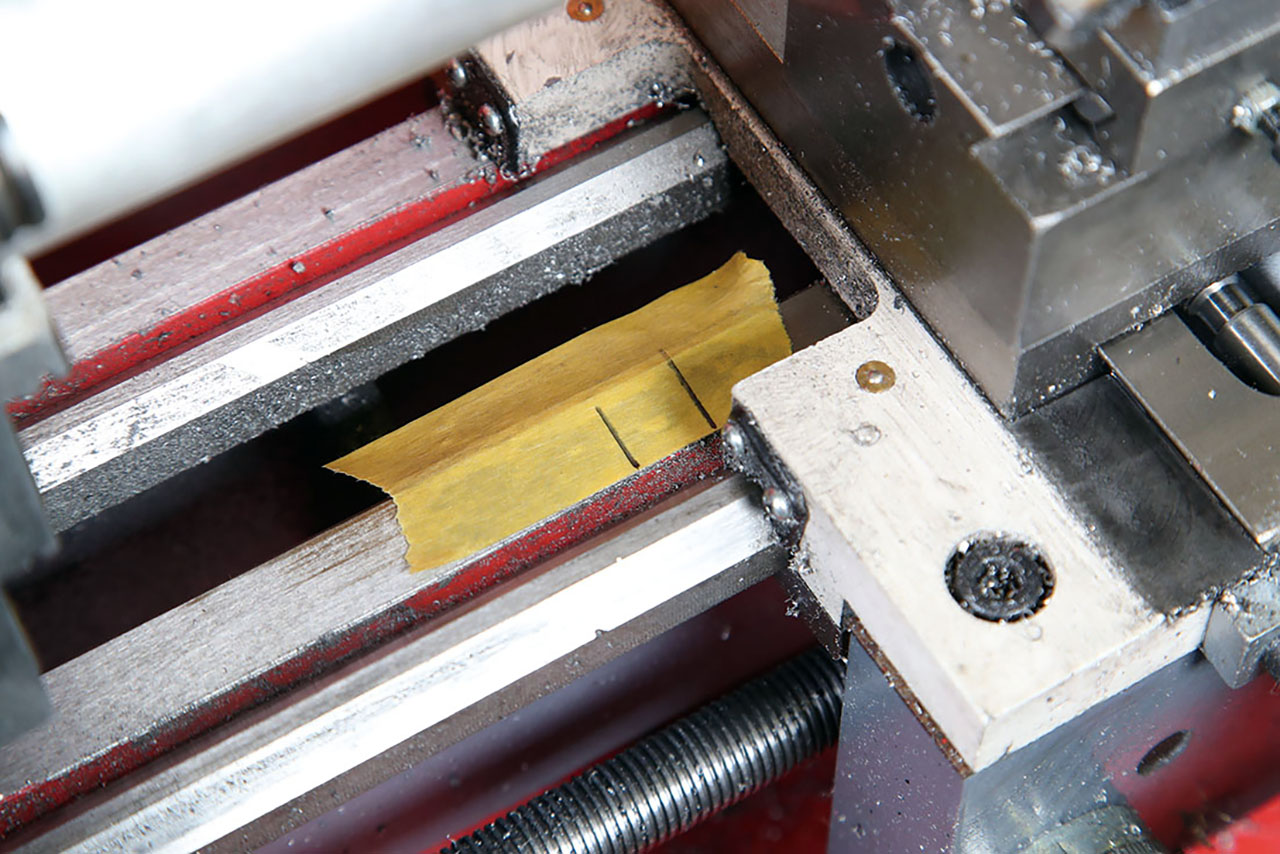 レール端にマスキングテープを貼って台端位置を印し、そこから20mm位置に終点を印す。
レール端にマスキングテープを貼って台端位置を印し、そこから20mm位置に終点を印す。回転数を合わせ、刃先を削り位置に導く
 主軸の回転数は直径40mmのアルミ材として設定。600回転に合わせる。
主軸の回転数は直径40mmのアルミ材として設定。600回転に合わせる。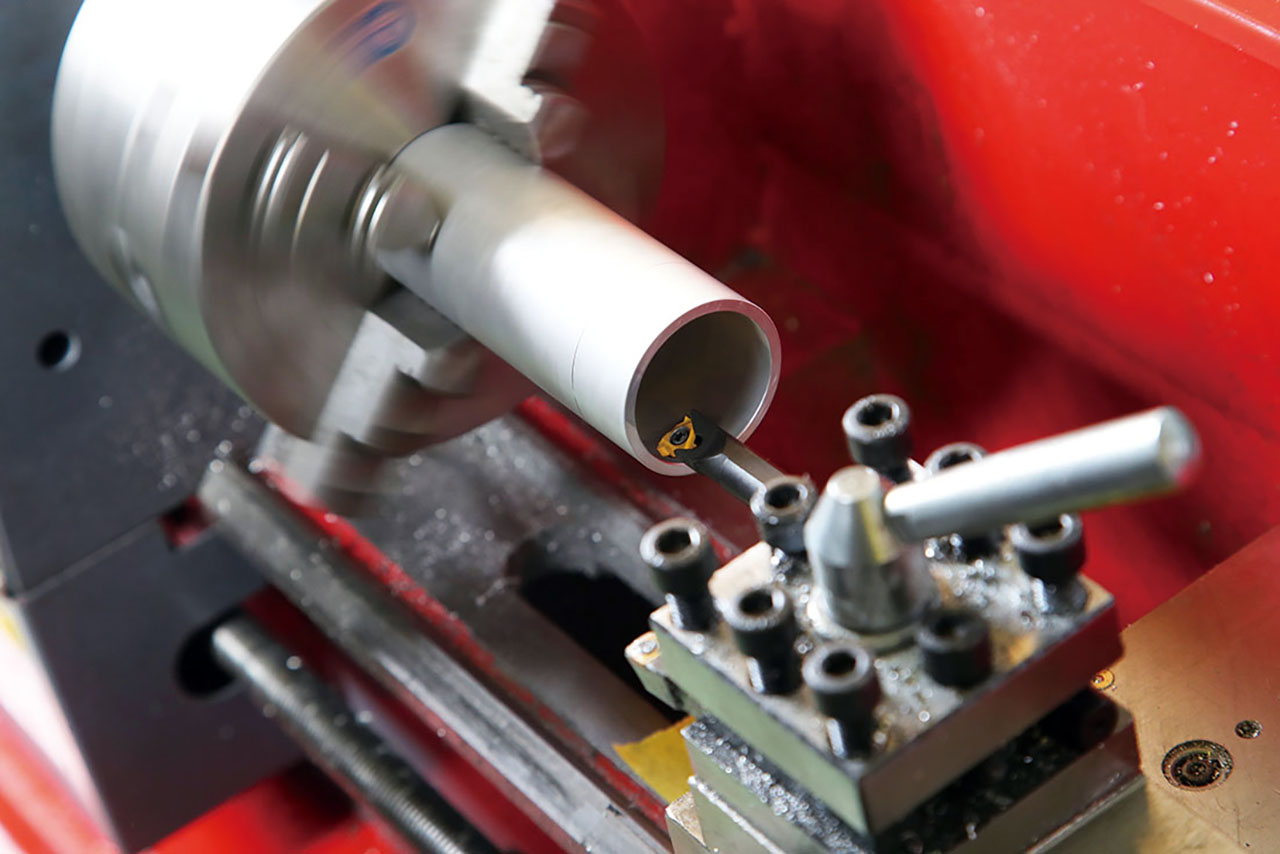 横送り台送りハンドルを操作。
横送り台送りハンドルを操作。 刃先がパイプ内面にわずかに接触する位置に導く。
刃先がパイプ内面にわずかに接触する位置に導く。 横送り台送りハンドルを左回し(外径削りとは逆になるので注意)でゲージ3~4目盛り送る。
横送り台送りハンドルを左回し(外径削りとは逆になるので注意)でゲージ3~4目盛り送る。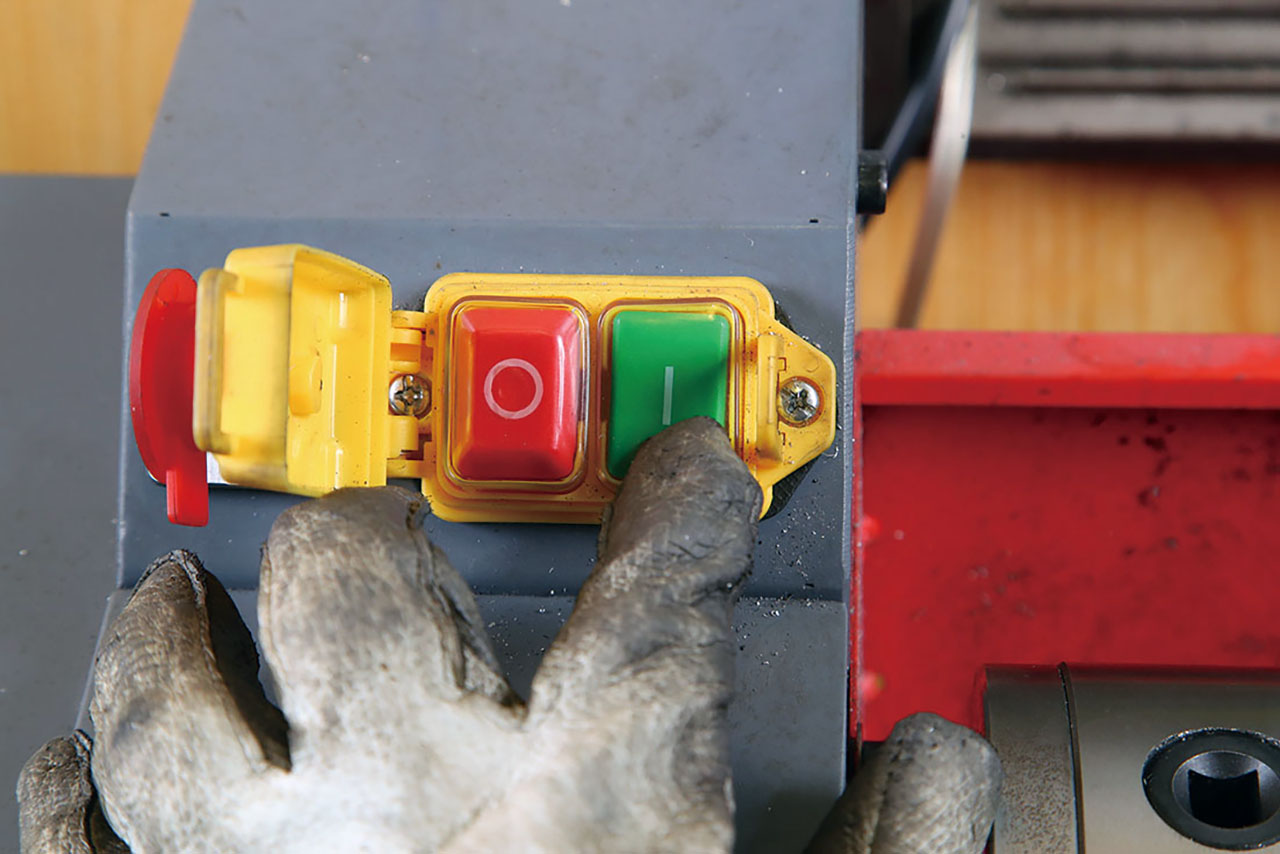 主軸回転方向をF(フォワード)に合わせ、電源スイッチONで主軸を回転させる。
主軸回転方向をF(フォワード)に合わせ、電源スイッチONで主軸を回転させる。ハーフナットを入れて自動送りする
 自動送りレバーを下げて自動送りする。
自動送りレバーを下げて自動送りする。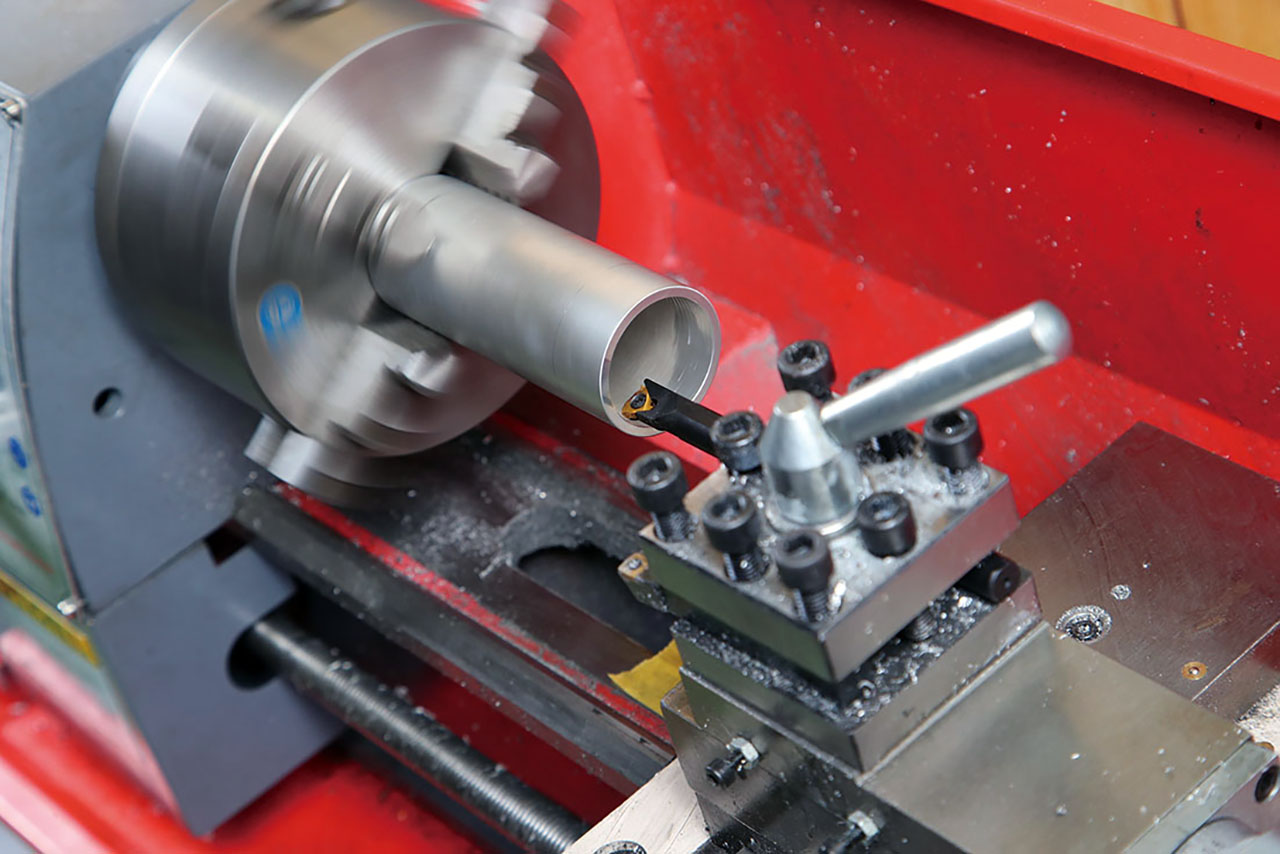 これで設定したピッチの雌ネジが自動的に切られていく。
これで設定したピッチの雌ネジが自動的に切られていく。 台端がレールに印した終点に達したら電源スイッチOFF。主軸の回転を停止する。
台端がレールに印した終点に達したら電源スイッチOFF。主軸の回転を停止する。 そして、チャックを手で回してさらに10mmほど、雌ネジを切り進める。
そして、チャックを手で回してさらに10mmほど、雌ネジを切り進める。リバースにセットし、バイトが完全に抜け出たところでスイッチOFF
 主軸回転方向をR(リバース)に切り替え、電源スイッチONで主軸を回転させる。
主軸回転方向をR(リバース)に切り替え、電源スイッチONで主軸を回転させる。 そして、雌ネジ切りバイトがパイプから完全に抜け出たところで電源スイッチOFF。
そして、雌ネジ切りバイトがパイプから完全に抜け出たところで電源スイッチOFF。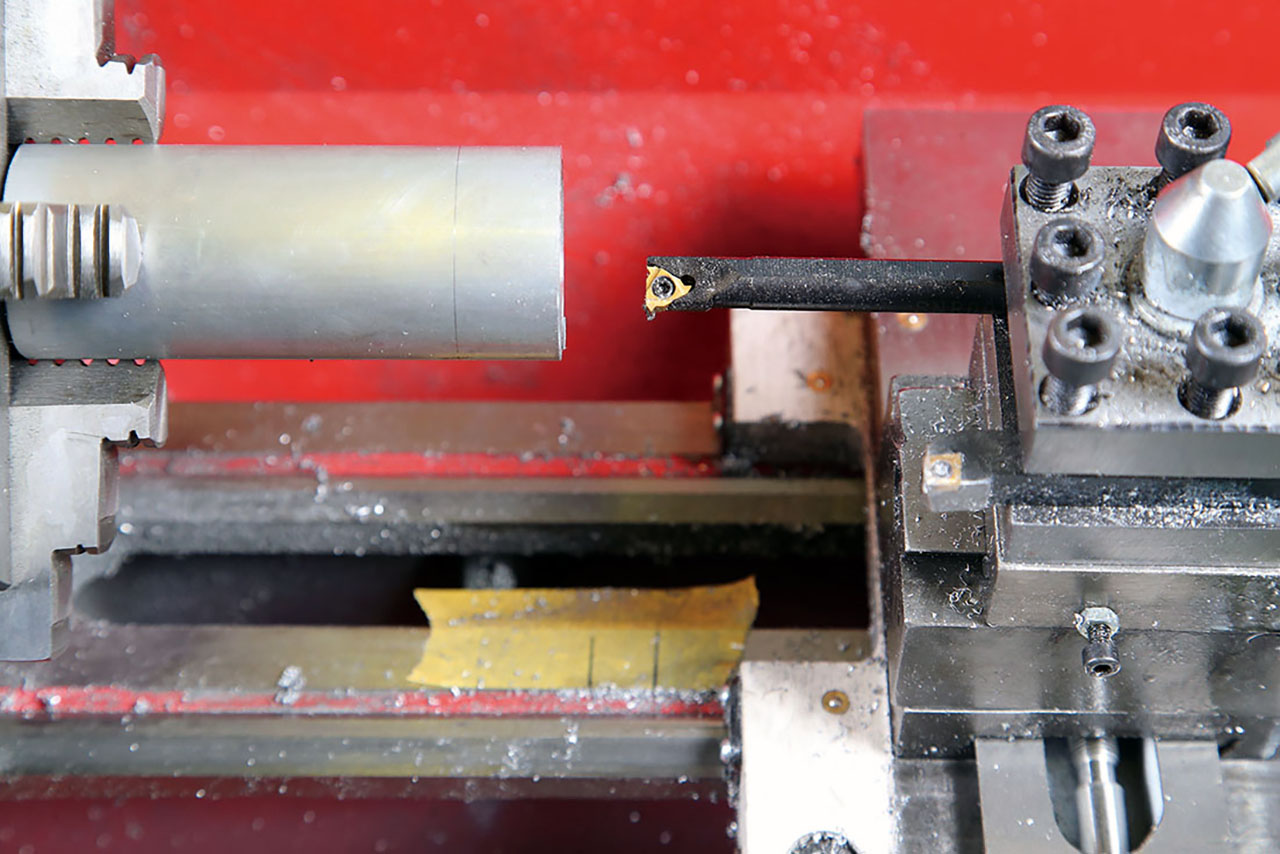 主軸の回転を停止する。
主軸の回転を停止する。3~4目盛り送り、フォワードで自動送り
 横送り台送りハンドルをゲージ3~4目盛り送る。
横送り台送りハンドルをゲージ3~4目盛り送る。 そして、主軸回転方向をFに切り替え。
そして、主軸回転方向をFに切り替え。 電源スイッチONで終点まで移動。
電源スイッチONで終点まで移動。 手回しで進めてから逆転し、バイトが抜け出たら横送り台送りハンドルを3~4目盛り送る……をネジ山が仕上がるまで繰り返す。
手回しで進めてから逆転し、バイトが抜け出たら横送り台送りハンドルを3~4目盛り送る……をネジ山が仕上がるまで繰り返す。