故障・修理
更新日:2019.12.13 / 掲載日:2019.12.13
DIYスキルを向上させよう! 旋盤入門塾【4-3】

雄ネジ切りのネジ終端の処理は慎重に!
上/下キャップは共に直径40mmのアルミ無垢の棒材から削り出す。
削るのは本体パイプにはめ込む面で、これの作業手順はPART1の基本テクニックで対応可能だ。また、上キャップの雄ネジ切りは本体パイプに施した雌ネジの切り方に基本的に準じる。が、ネジ終端の処理は要注意! 主軸の停止が遅れるとバイト刃先がオーバーハング面に衝突。厄介な状況に陥るからで、早めに止めて残りは手回しで慎重に進める。
パイプと同型の無垢の丸棒を適当な長さにカットする
 雌ネジ切りが完了した本体パイプをチャックから取り外し、仕上がったネジ面の内径を計測する。計測値は33.6mm。キャップ側の雄ネジのベース径は、これを基準に求める。
雌ネジ切りが完了した本体パイプをチャックから取り外し、仕上がったネジ面の内径を計測する。計測値は33.6mm。キャップ側の雄ネジのベース径は、これを基準に求める。 材料はシフトノブ製作でも使用した、直径40mmのアルミ無垢の棒材だ。
材料はシフトノブ製作でも使用した、直径40mmのアルミ無垢の棒材だ。 チャックへの挟み量を考慮して60mm長にカット。
チャックへの挟み量を考慮して60mm長にカット。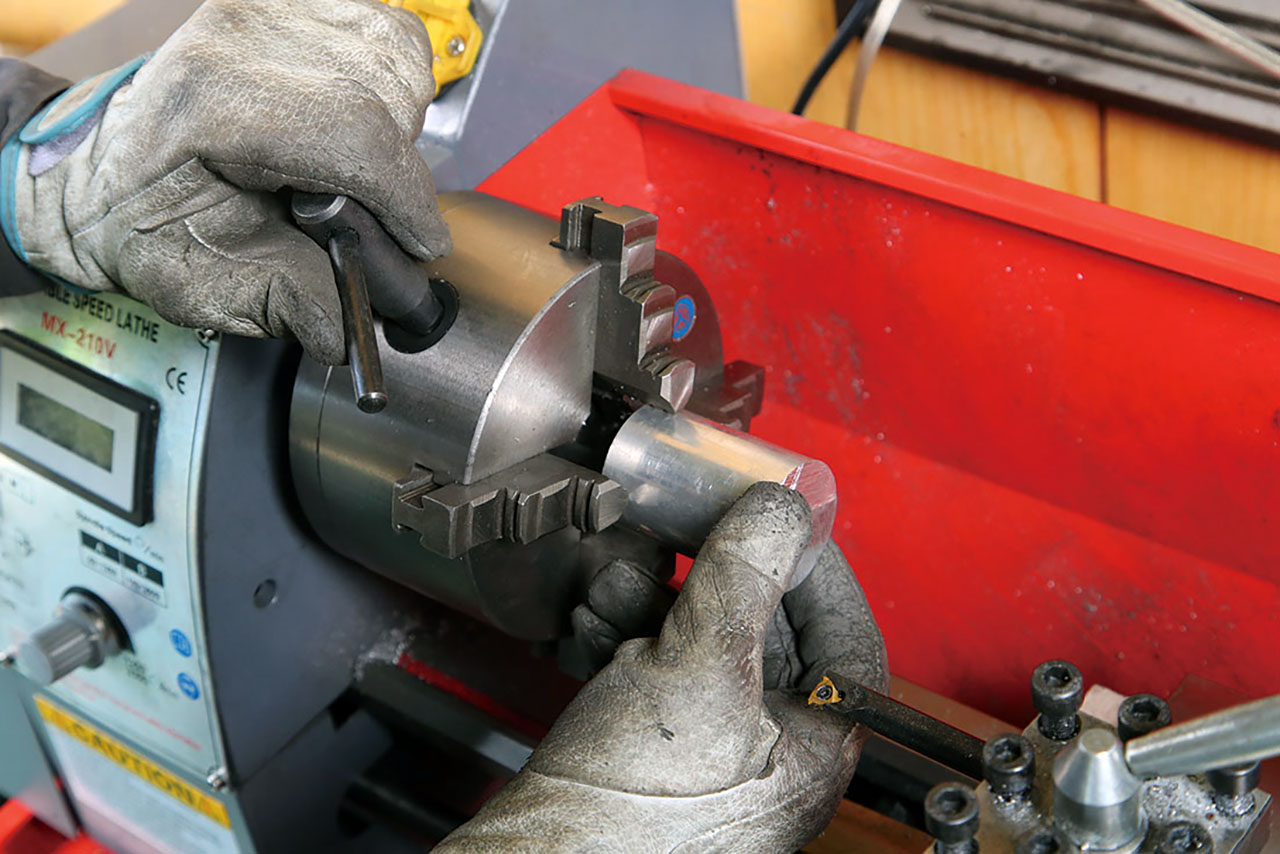 チャックに組み付け、端面の面出しを行う。
チャックに組み付け、端面の面出しを行う。 バイトは「片刃バイト」を使用。刃物台にセットし、ボルトを均等に締めて固定する。
バイトは「片刃バイト」を使用。刃物台にセットし、ボルトを均等に締めて固定する。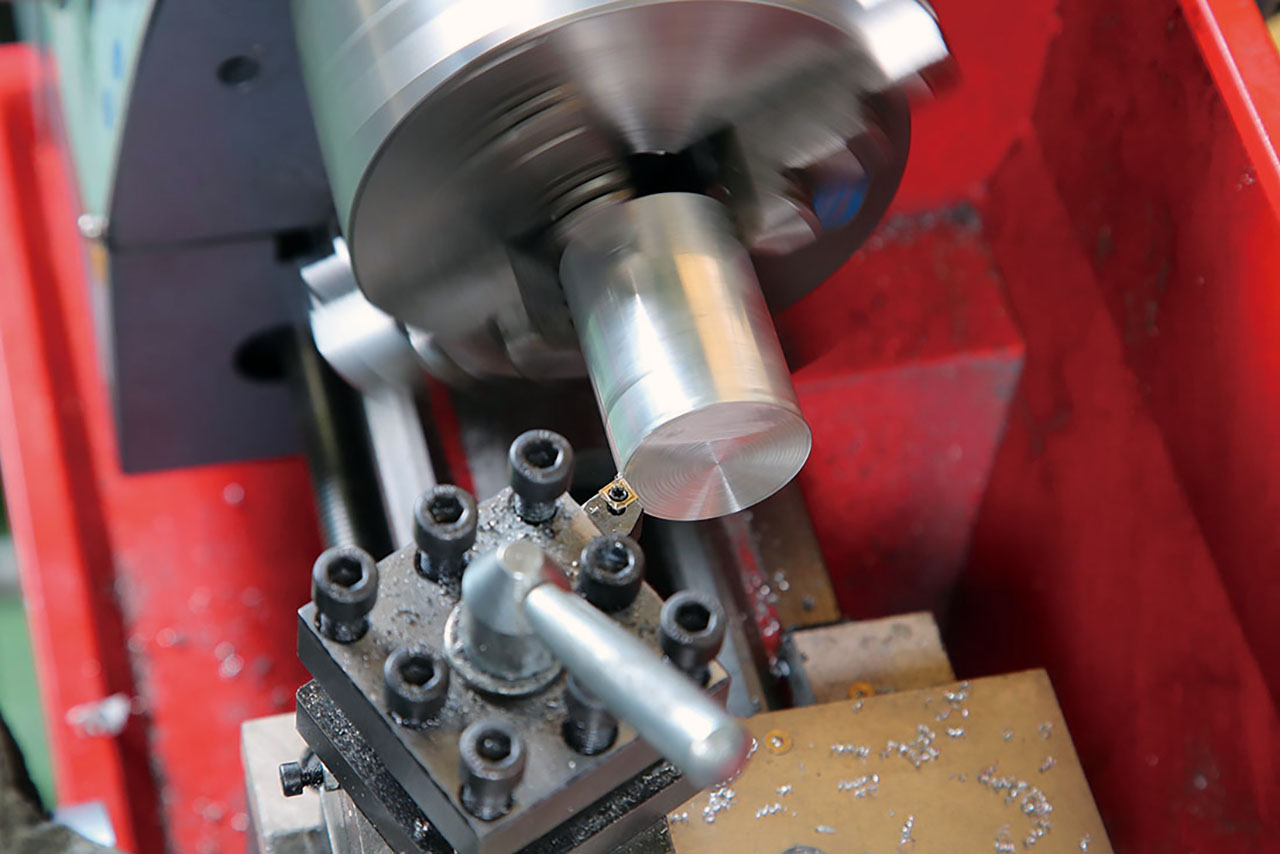 刃先が端面に軽く斜めに接する角度に刃物台を回し、面出しする。
刃先が端面に軽く斜めに接する角度に刃物台を回し、面出しする。先端から20mm位置まで、削り込んでいく
 複式刃物台送りハンドルを回して横送り台末端から20mmの位置まで複式刃物台をズラし、往復台送りハンドルを操作してバイト刃先が端面とオーバラップする位置まで移動する。
複式刃物台送りハンドルを回して横送り台末端から20mmの位置まで複式刃物台をズラし、往復台送りハンドルを操作してバイト刃先が端面とオーバラップする位置まで移動する。 この位置を基点に、複式刃物台送りハンドルを操作して複式刃物台端と横送り台端が面一になるまで移動させるようにして材料側面を削っていく。
この位置を基点に、複式刃物台送りハンドルを操作して複式刃物台端と横送り台端が面一になるまで移動させるようにして材料側面を削っていく。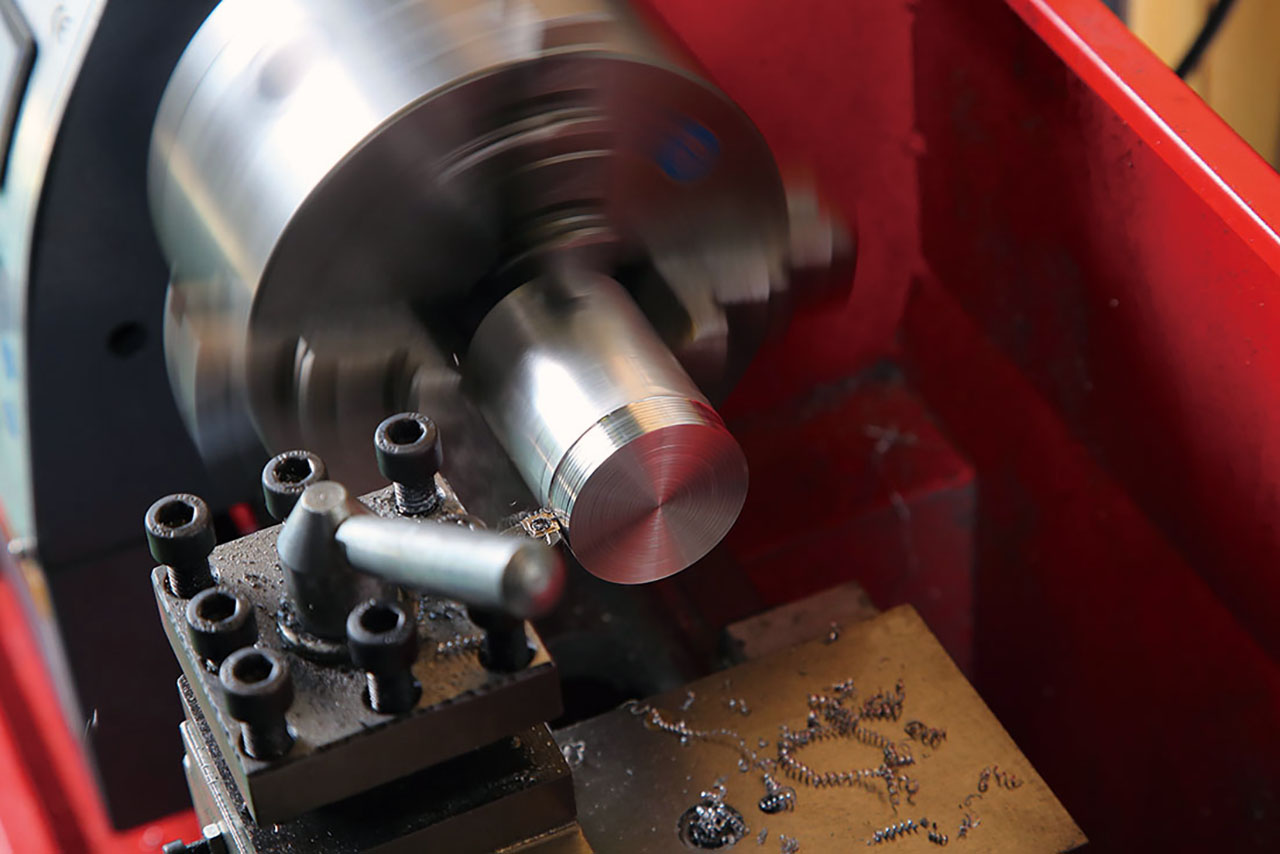


 こうすることで先端から20mm位置まで、いちいち確認することなく正確に削ることができる。
こうすることで先端から20mm位置まで、いちいち確認することなく正確に削ることができる。パイプの内径+2mmの直径に なるまで削り込む
 一往復ごとに横送り台送りハンドルをゲージ3~4目盛り送りつつ、33.6mm+2mm(ネジ山の厚み分)の直径になるまで削り込む。
一往復ごとに横送り台送りハンドルをゲージ3~4目盛り送りつつ、33.6mm+2mm(ネジ山の厚み分)の直径になるまで削り込む。 目的値に近づいたら小まめに計測して確認。
目的値に近づいたら小まめに計測して確認。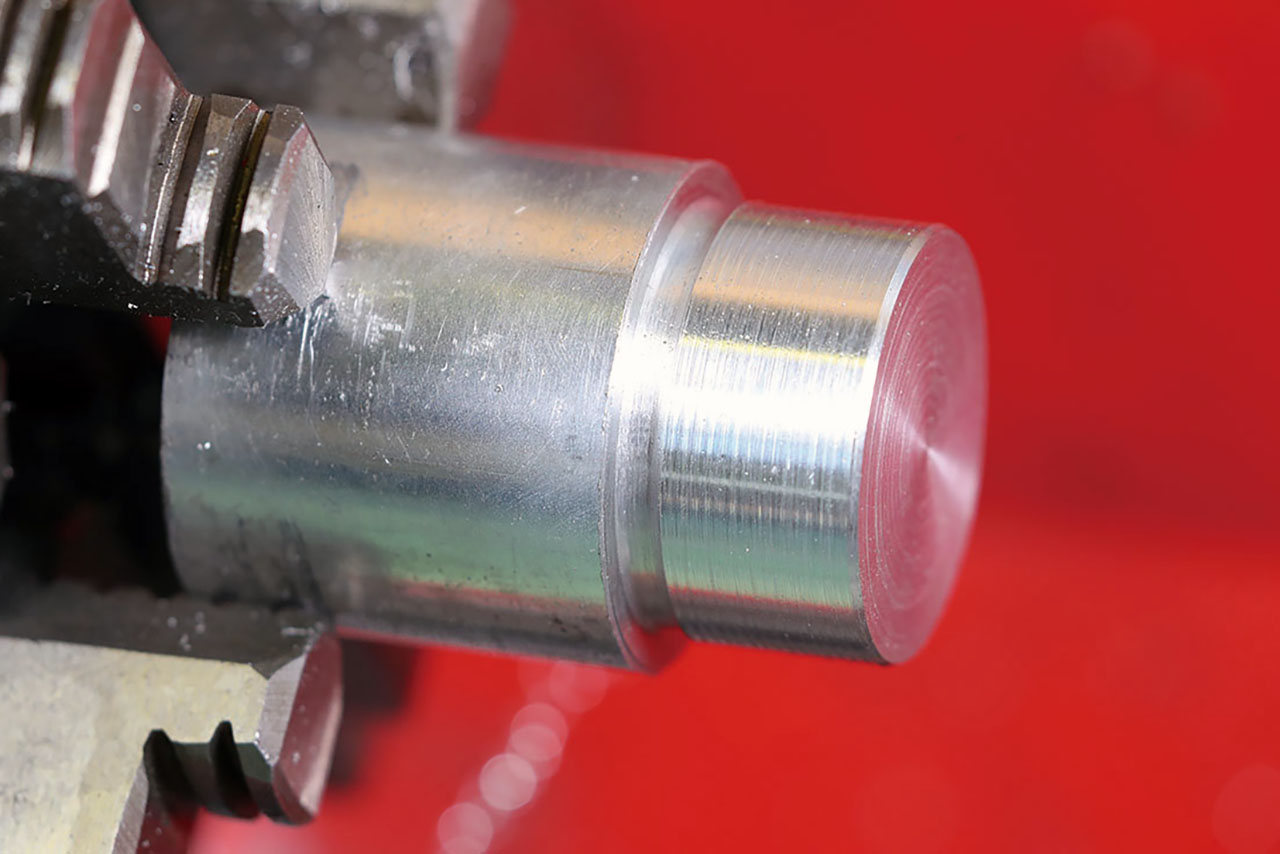 35.6~36mmの範囲に収める。
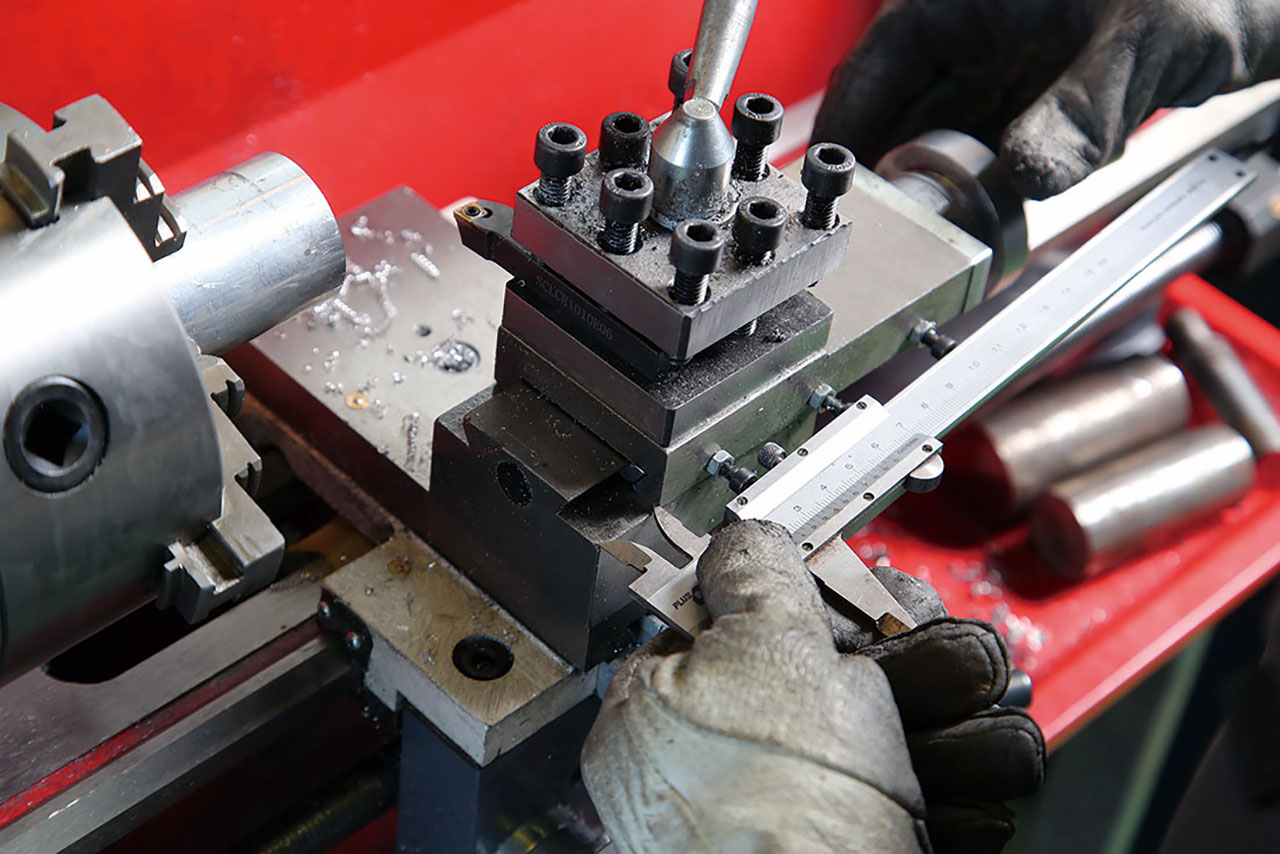
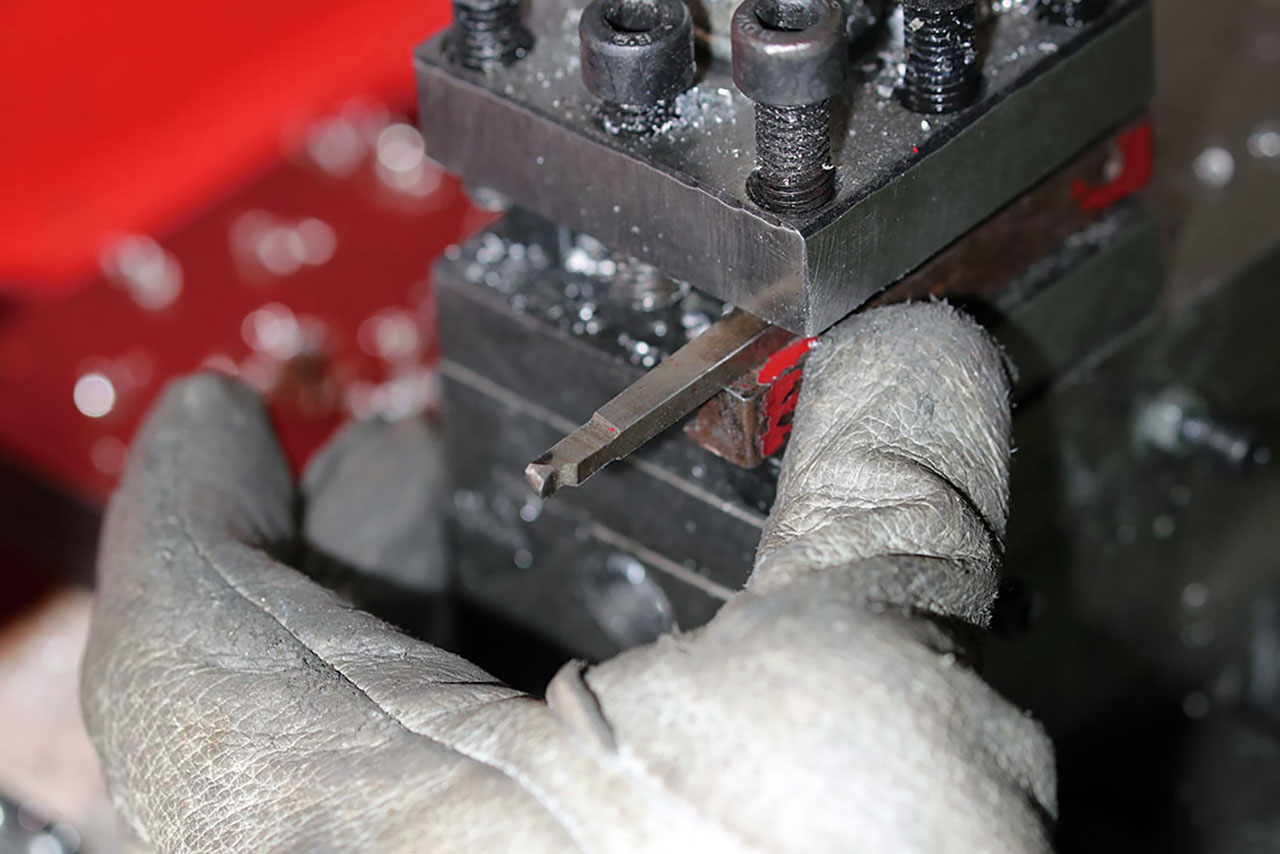
35.6~36mmの範囲に収める。雄ネジ切りバイトをセットして削り込み面にネジを切る
 これが雄ネジを切る時に使用する「雄ネジ切りバイト」。
これが雄ネジを切る時に使用する「雄ネジ切りバイト」。 刃物台にセットし、往復台送りハンドルを操作して刃先が材料端面に軽く接触する位置に導く。
刃物台にセットし、往復台送りハンドルを操作して刃先が材料端面に軽く接触する位置に導く。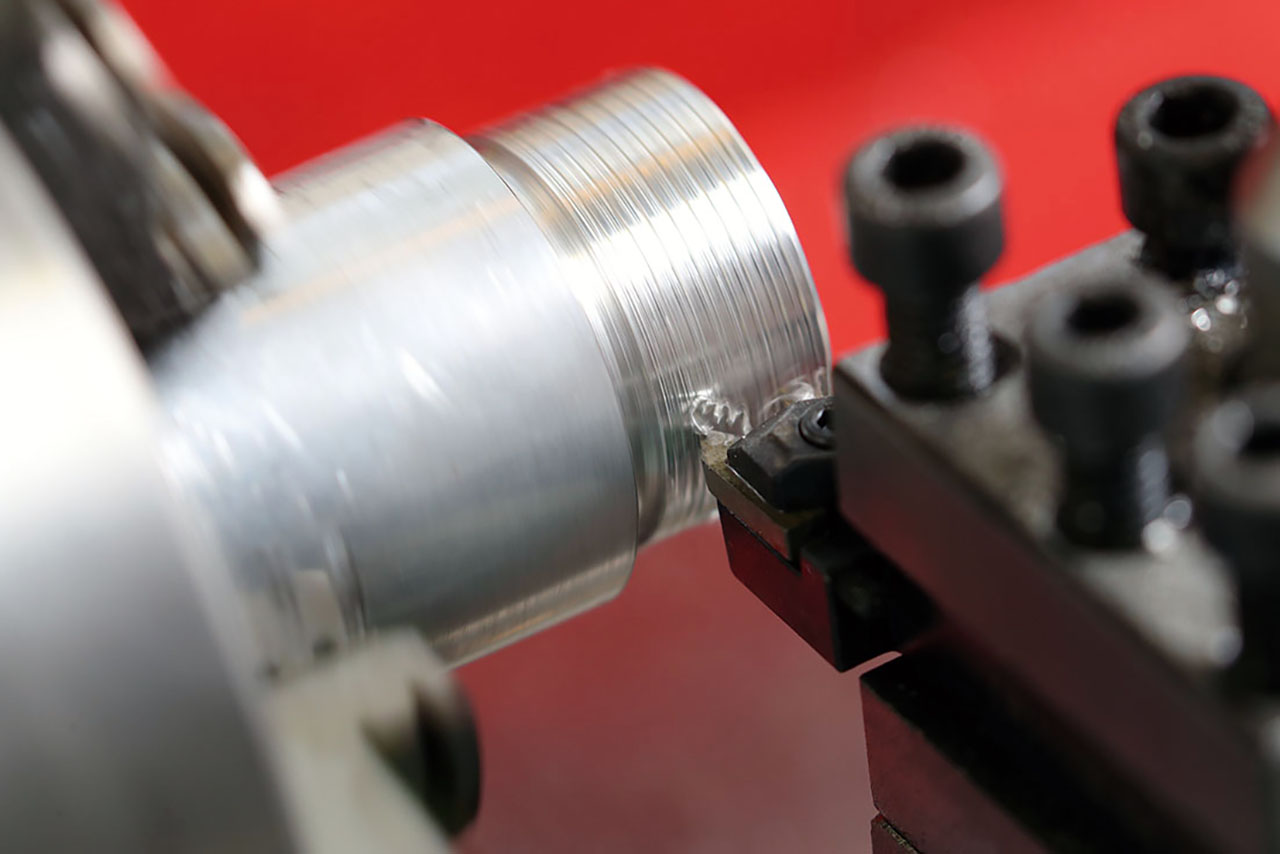 横送り台送りハンドルをゲージ3~4目盛り送る。
横送り台送りハンドルをゲージ3~4目盛り送る。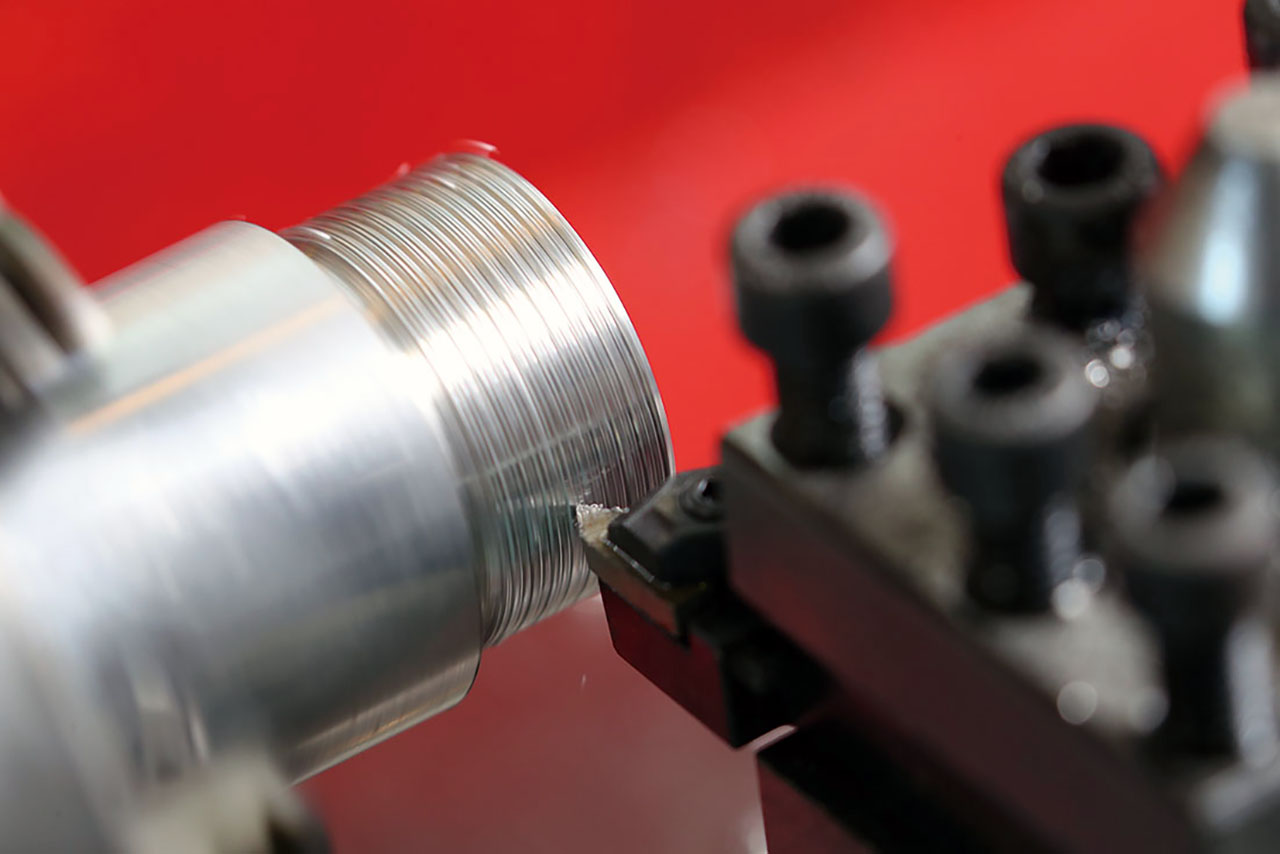 自動送りで一往復(雌ネジを切る要領と基本的に同じ手順)。
自動送りで一往復(雌ネジを切る要領と基本的に同じ手順)。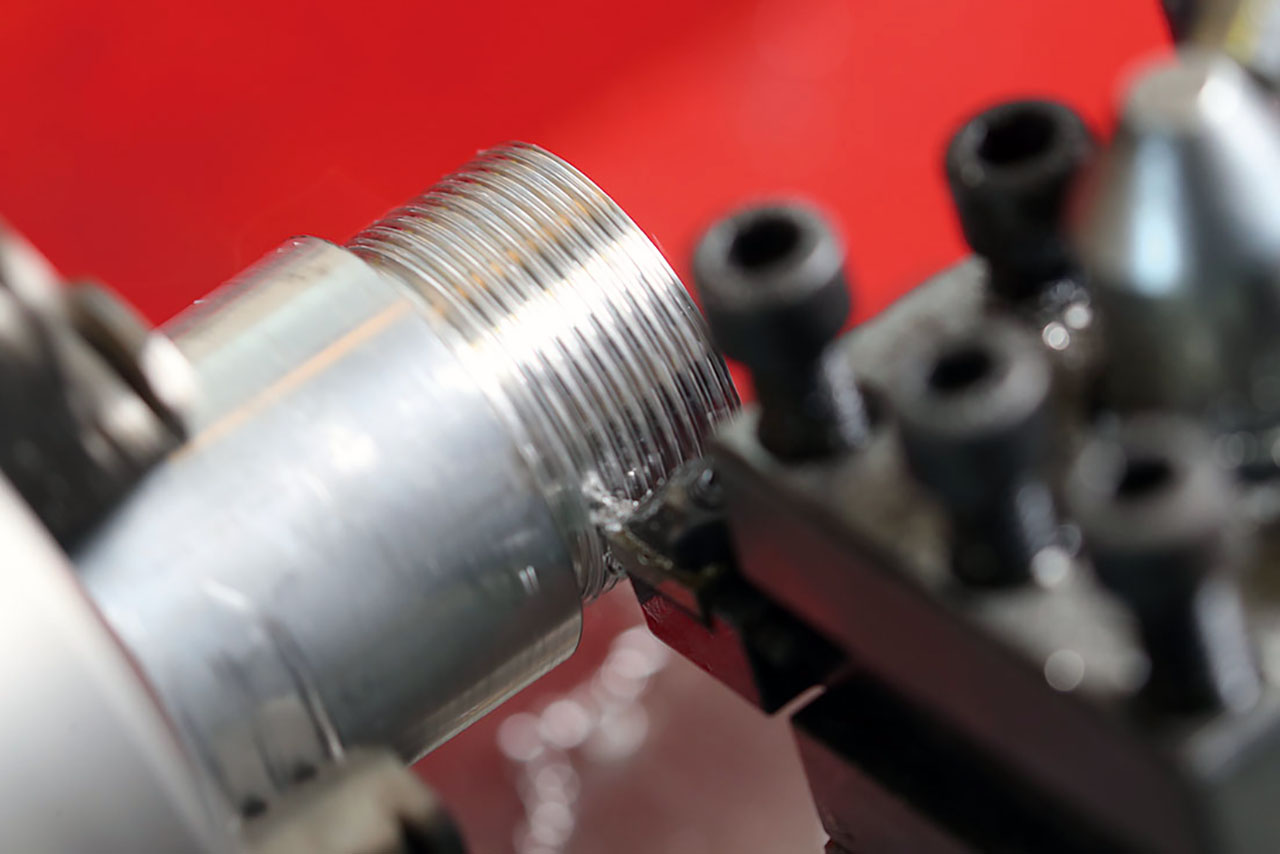 これを繰り返してネジを切っていく。
これを繰り返してネジを切っていく。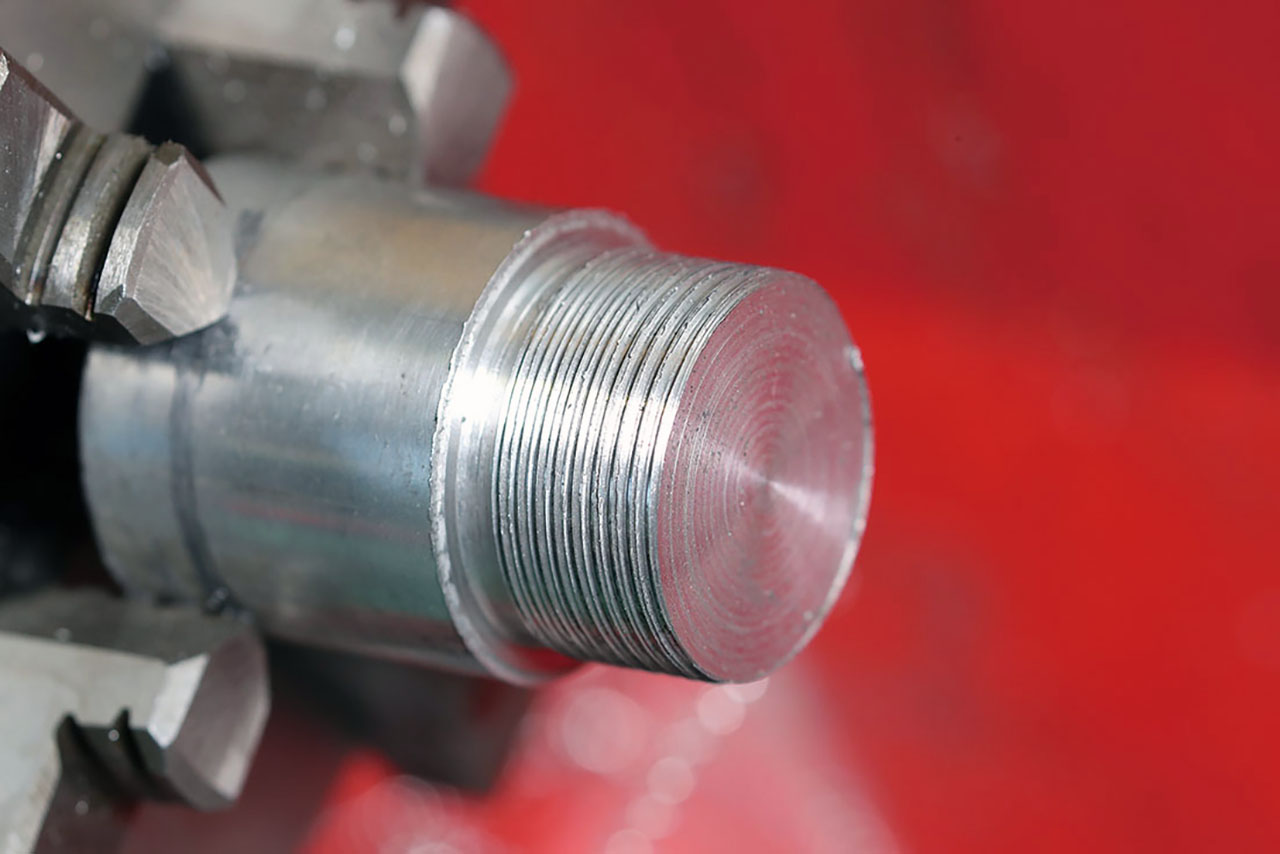 末端はどうしても削り残るため、仕上げに「突切りバイト」でネジ山底位置まで溝を彫る。
末端はどうしても削り残るため、仕上げに「突切りバイト」でネジ山底位置まで溝を彫る。本体をホルダーにして、不要な部分をカットする
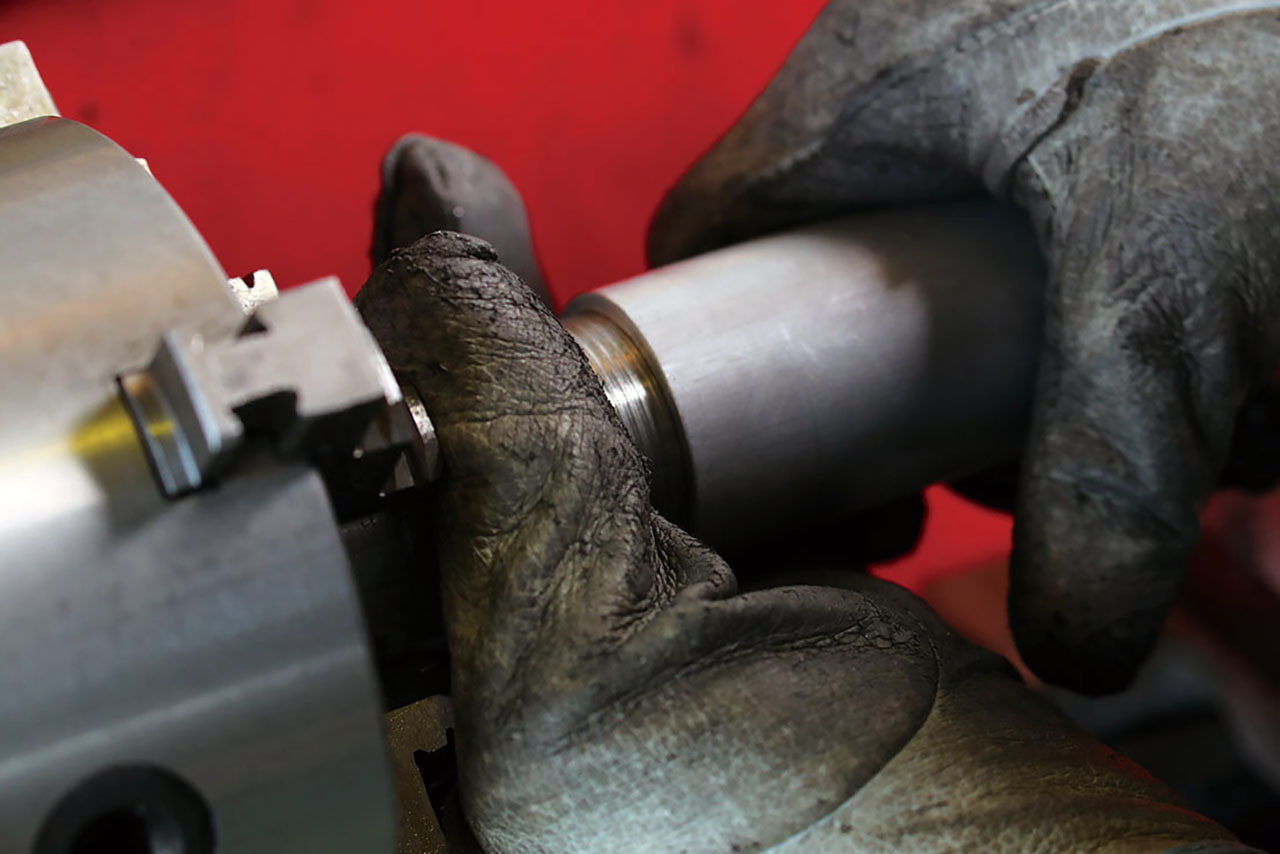 本体パイプをねじ込んでみて仕上がりを確認。
本体パイプをねじ込んでみて仕上がりを確認。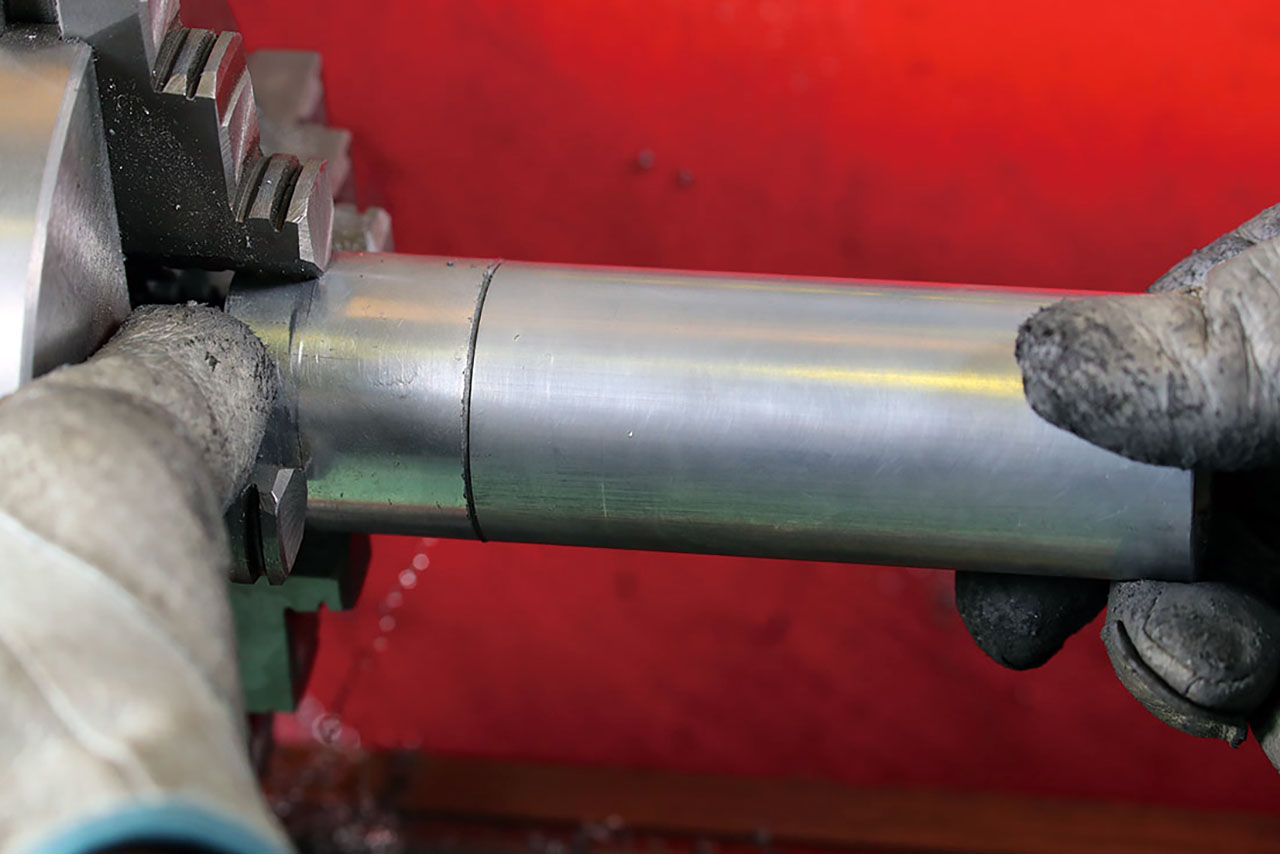 OKなら奥までキッチリ締め込み、そのままチャックから取り外す。
OKなら奥までキッチリ締め込み、そのままチャックから取り外す。 ネジ面末端から15mmの位置をマーキングする。
ネジ面末端から15mmの位置をマーキングする。 高速カッターにセットし、マーキング位置でカットする。
高速カッターにセットし、マーキング位置でカットする。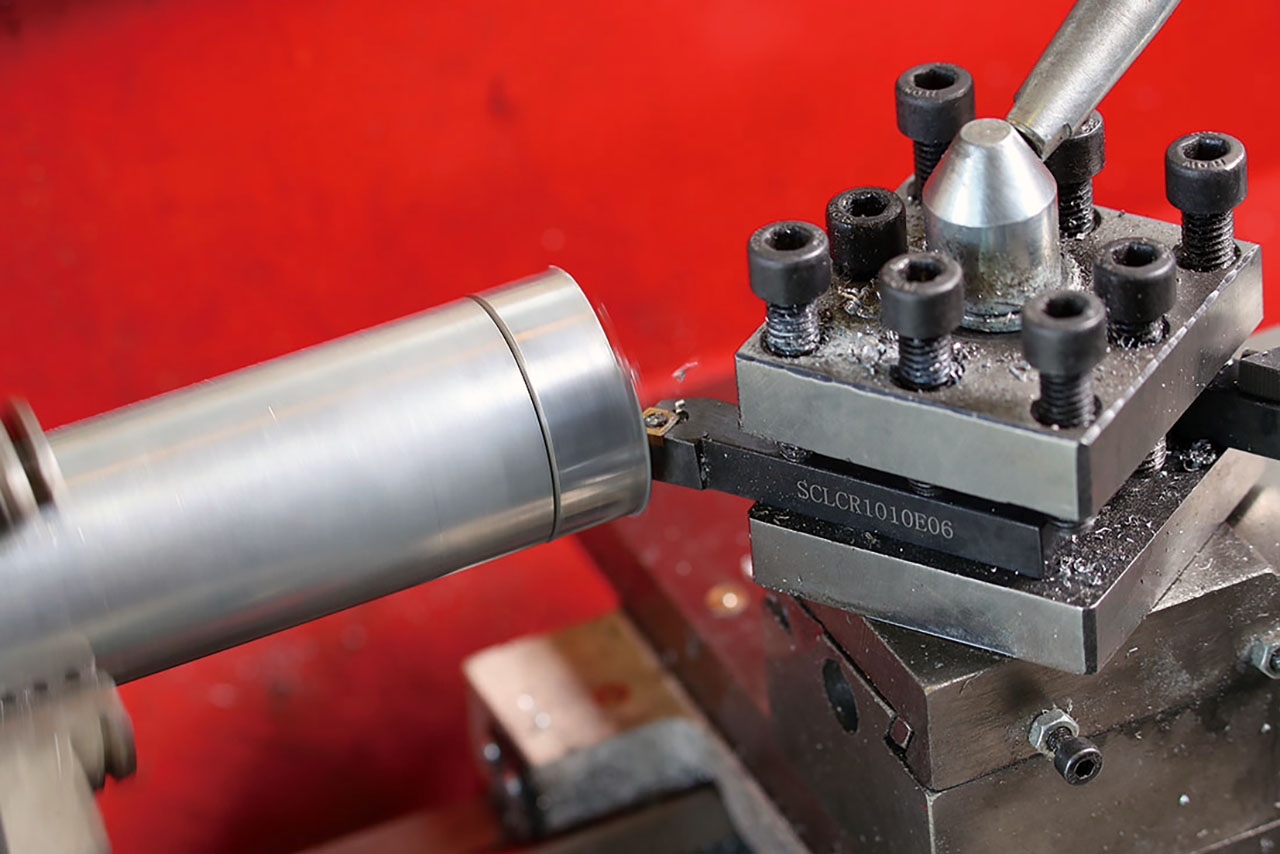 本体パイプをチャックに挟んで固定し、切り詰めたキャップ頭部の面出しを行う。
本体パイプをチャックに挟んで固定し、切り詰めたキャップ頭部の面出しを行う。キャップ外周に滑り止め加工を施す
 キャップ頭部の外周には滑り止め加工するが、この作業には嶋本氏手作りのバイトを利用。
キャップ頭部の外周には滑り止め加工するが、この作業には嶋本氏手作りのバイトを利用。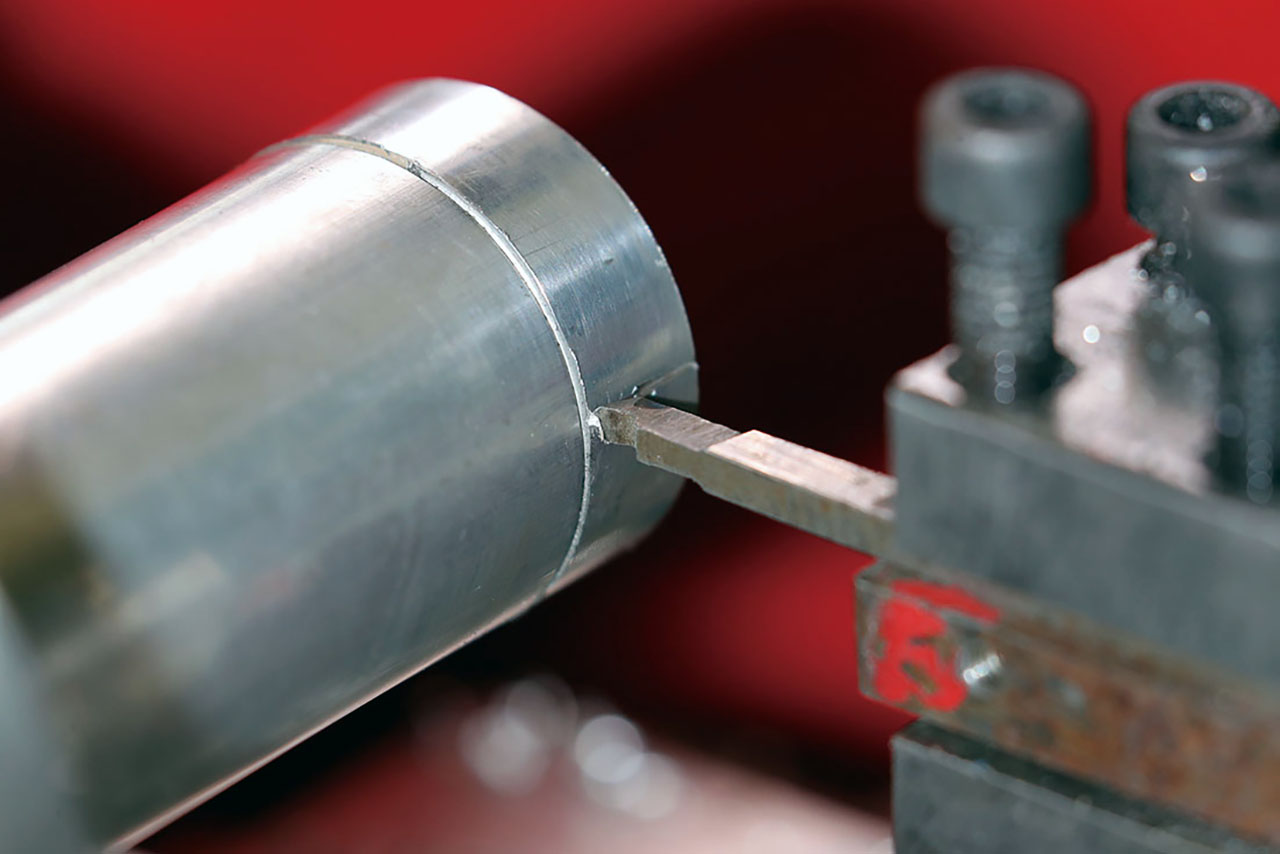 刃物台にセットし、材料中心と合致するよう高さ調整する。
刃物台にセットし、材料中心と合致するよう高さ調整する。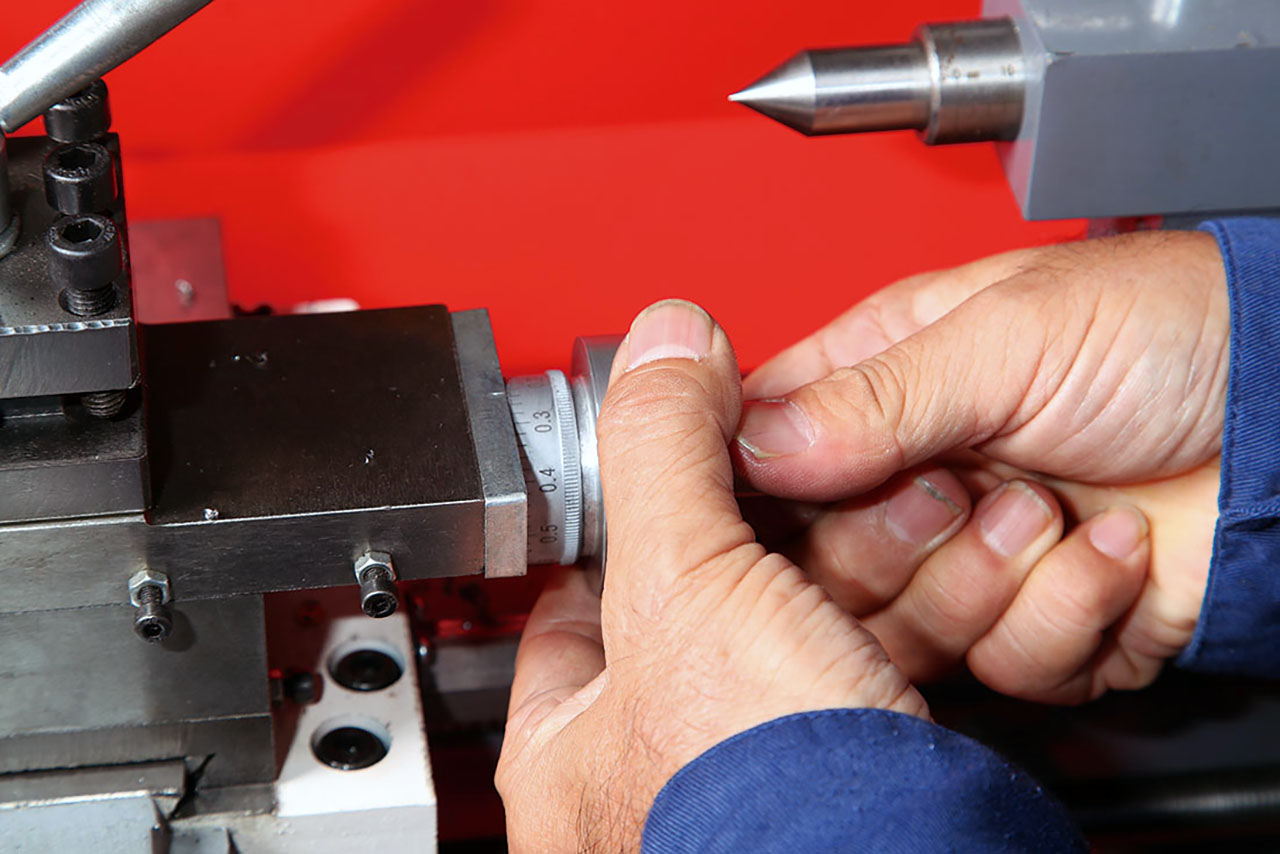 頭部端に刃先を軽く食い込ませ、複式刃物台送りハンドルを操作。
頭部端に刃先を軽く食い込ませ、複式刃物台送りハンドルを操作。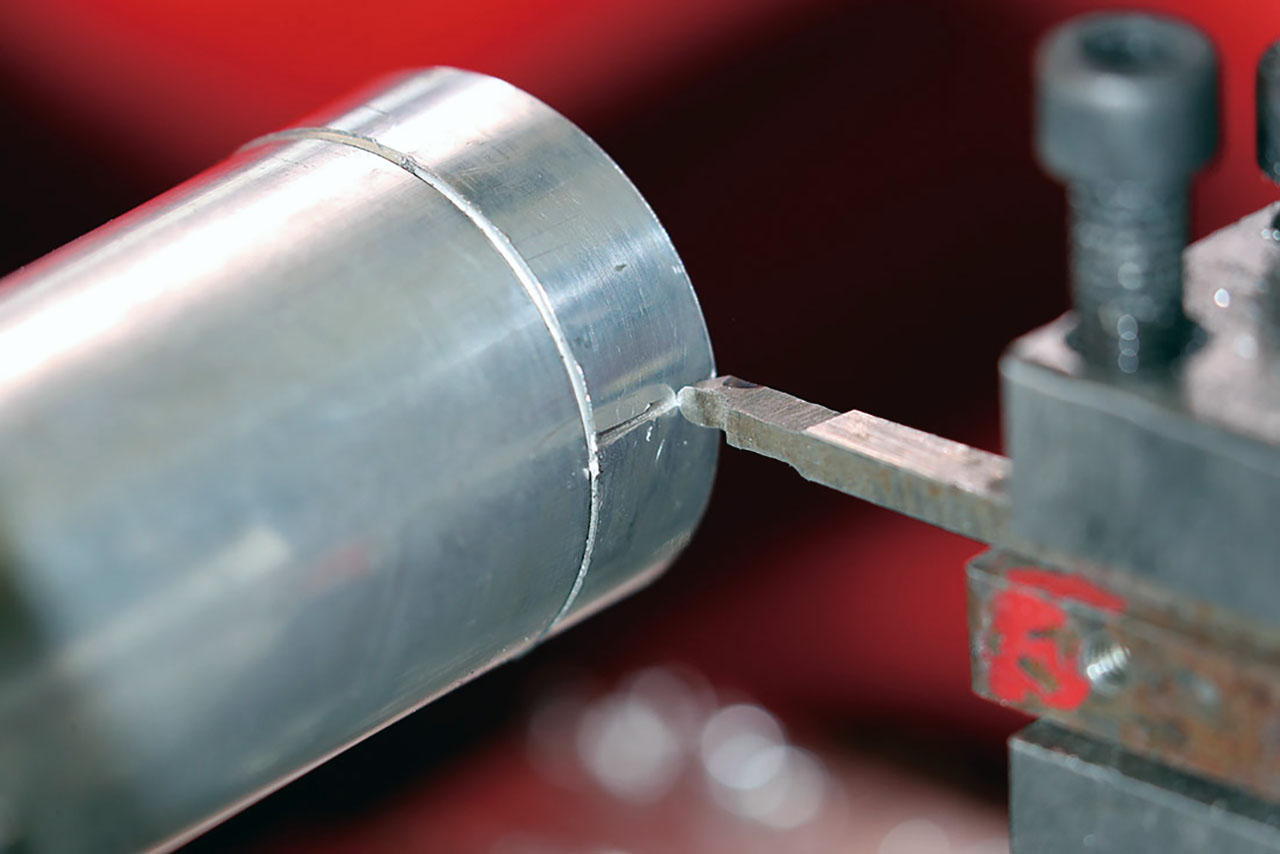 横移動させることで横溝を刻み付ける。
横移動させることで横溝を刻み付ける。自動送りギヤの歯を目安に等間隔に彫る
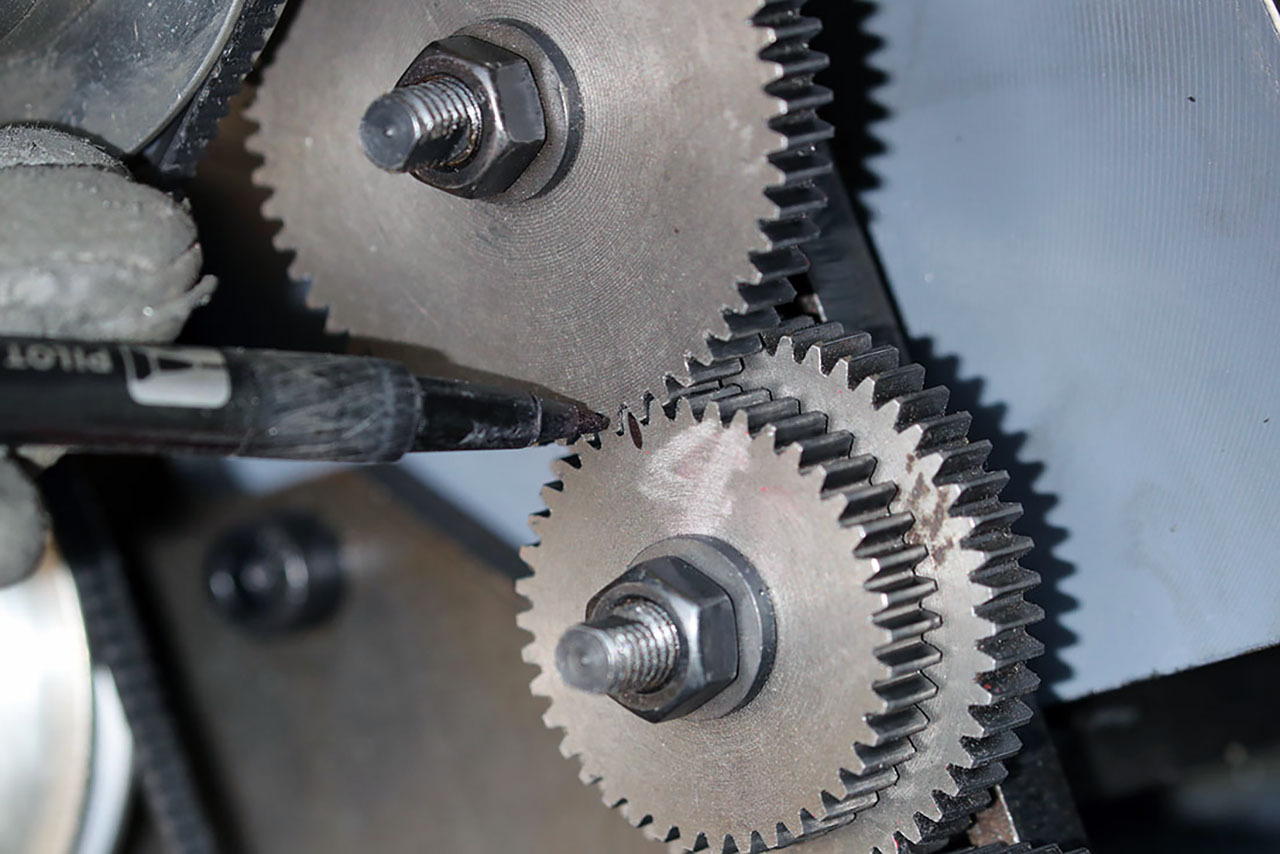 自動送りギヤの適当な歯数の小さめのギヤの噛み合い面に合マークを印す。
自動送りギヤの適当な歯数の小さめのギヤの噛み合い面に合マークを印す。 適当な歯数のギヤがない時は頭部径に近いギヤの一歯に印を付ける。
適当な歯数のギヤがない時は頭部径に近いギヤの一歯に印を付ける。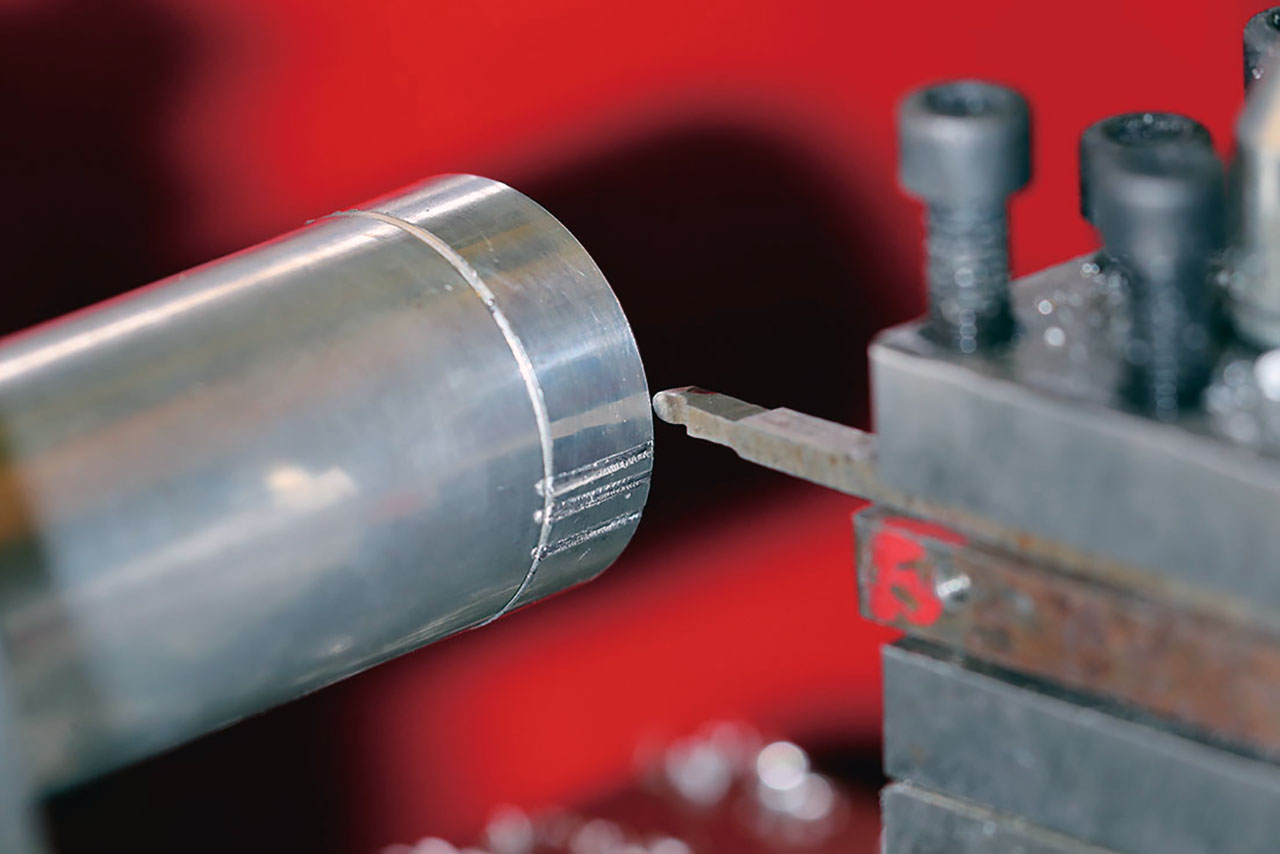 自動送りギヤに密着させ、印を基点に一山回転させるごとに横溝を1本ずつ刻み付けていく。
自動送りギヤに密着させ、印を基点に一山回転させるごとに横溝を1本ずつ刻み付けていく。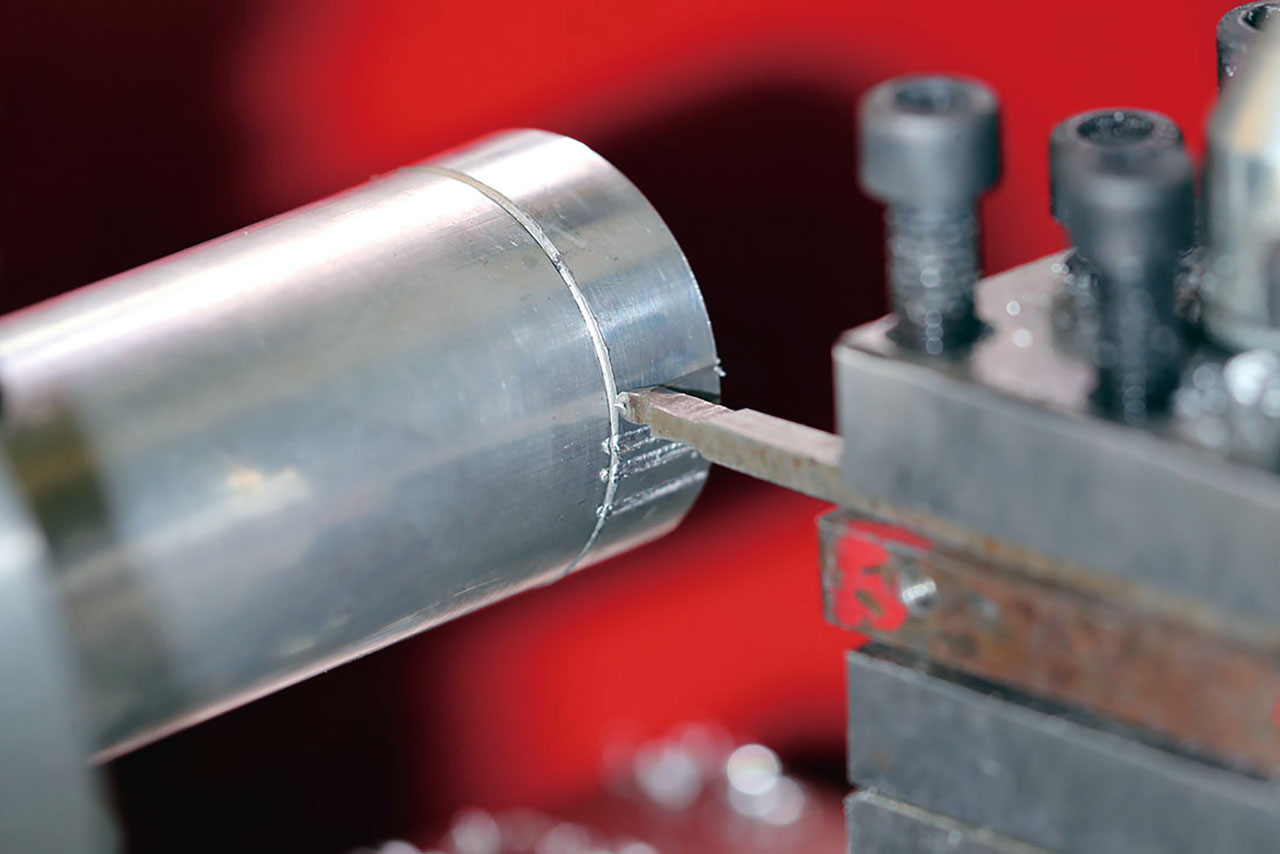 これを繰り返す。
これを繰り返す。 頭部全周に等間隔の横溝を彫る。
頭部全周に等間隔の横溝を彫る。底キャップも丸棒から削り出す
 直径40mmのアルミ棒材を20mm長にカットしてチャックに組み付ける。
直径40mmのアルミ棒材を20mm長にカットしてチャックに組み付ける。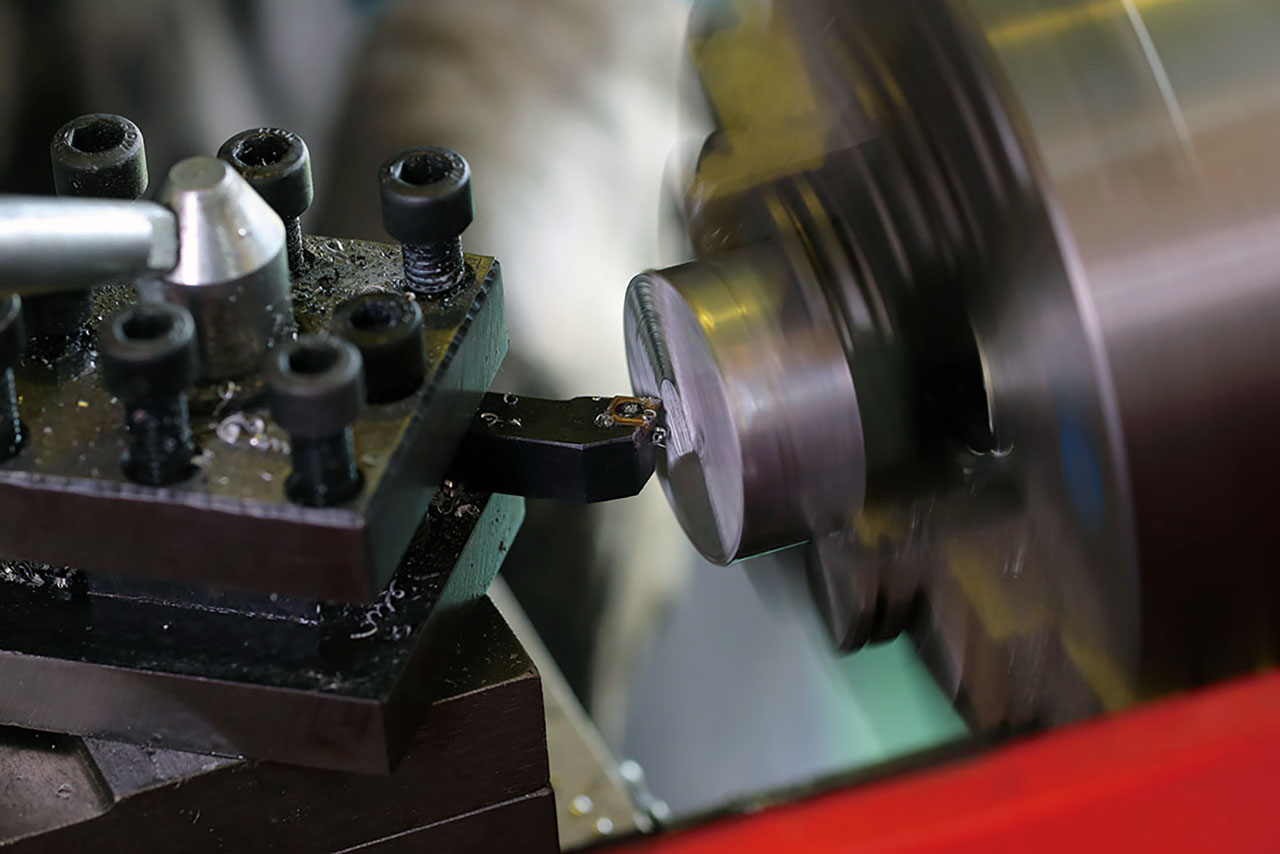 端面の面出しを行う。
端面の面出しを行う。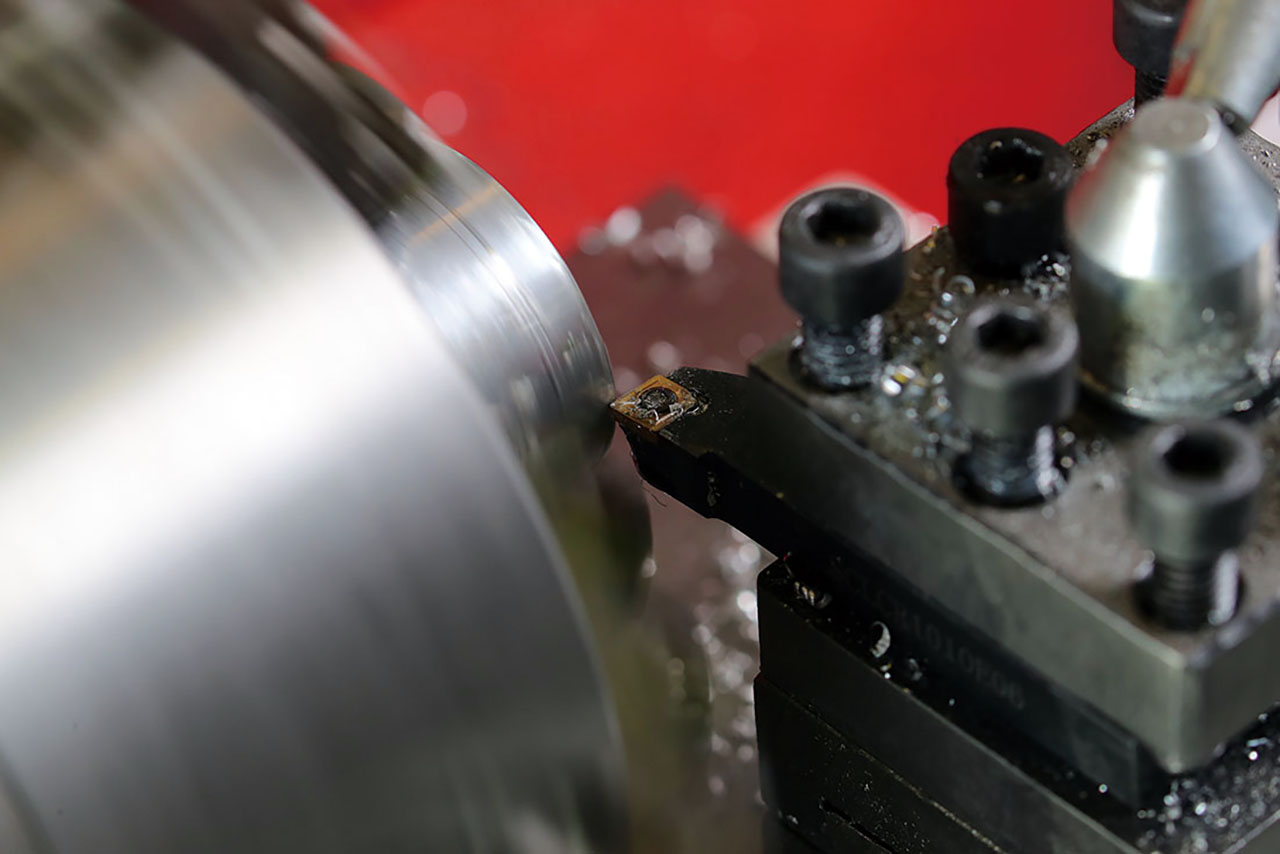 端面から10mmの位置まで、一往復ごとに横送り台送りハンドルをゲージ3~4目盛り送る。
端面から10mmの位置まで、一往復ごとに横送り台送りハンドルをゲージ3~4目盛り送る。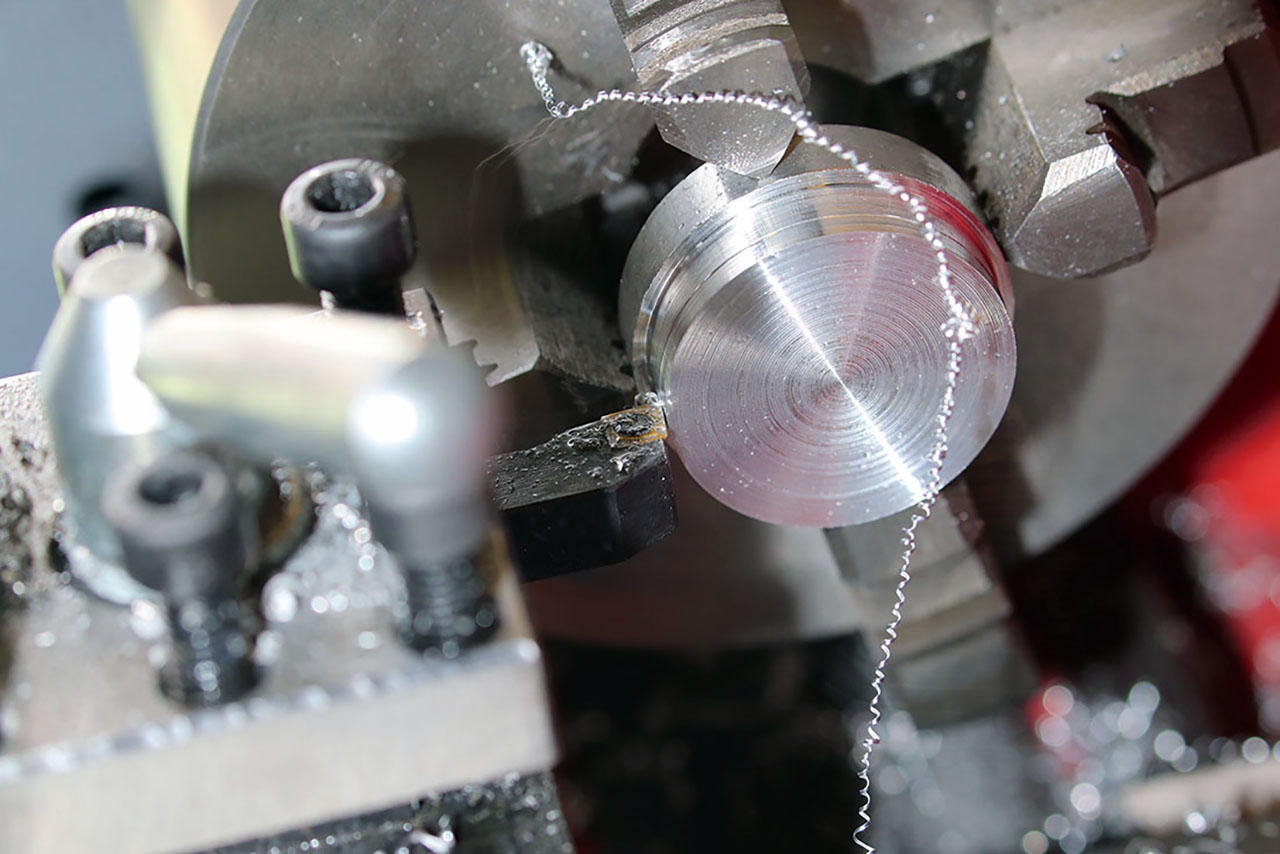 直径34mmになるまで削り込む。
直径34mmになるまで削り込む。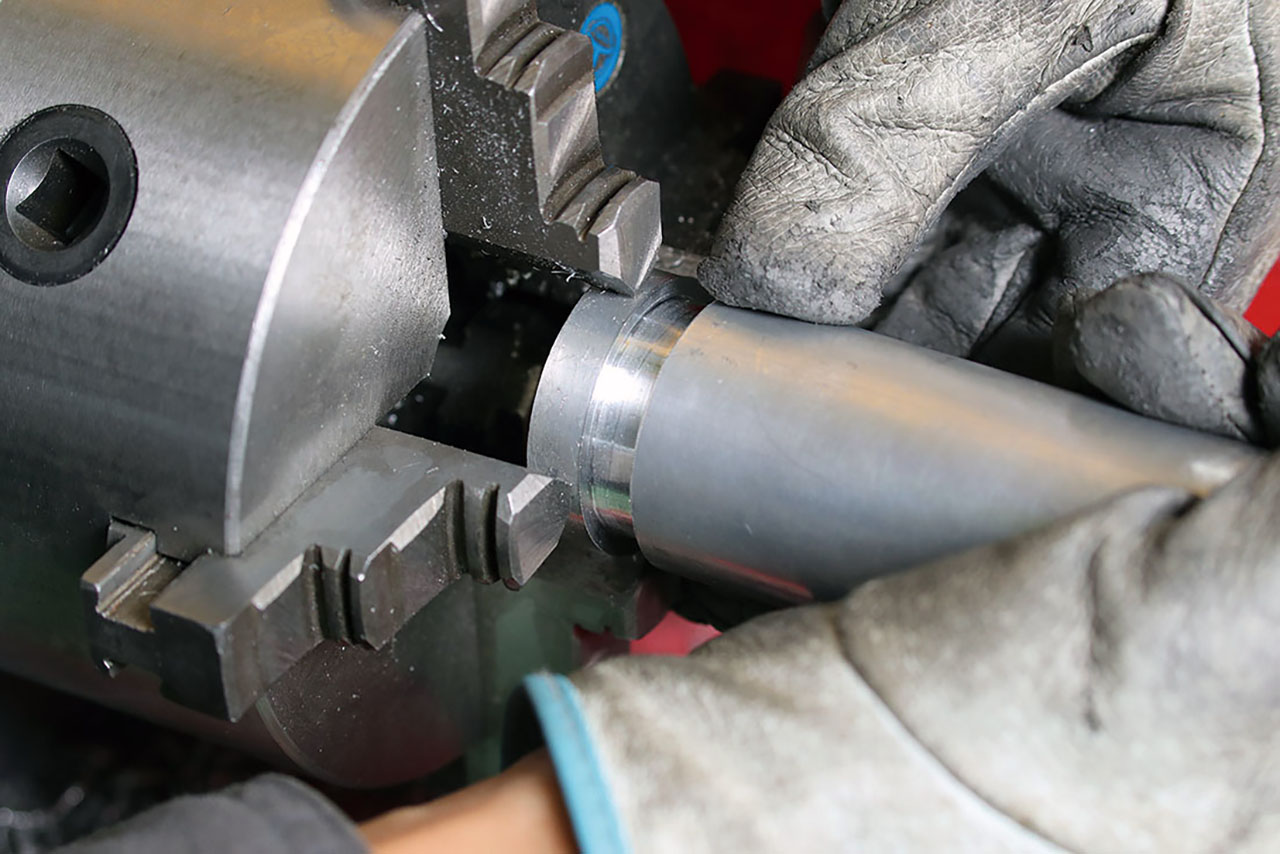 ただし、本体パイプへのはまり具合を小まめにチェックし、ギリギリはまる、きつめのサイズに仕上げる。
ただし、本体パイプへのはまり具合を小まめにチェックし、ギリギリはまる、きつめのサイズに仕上げる。 仕上がったらチャックから外す。
仕上がったらチャックから外す。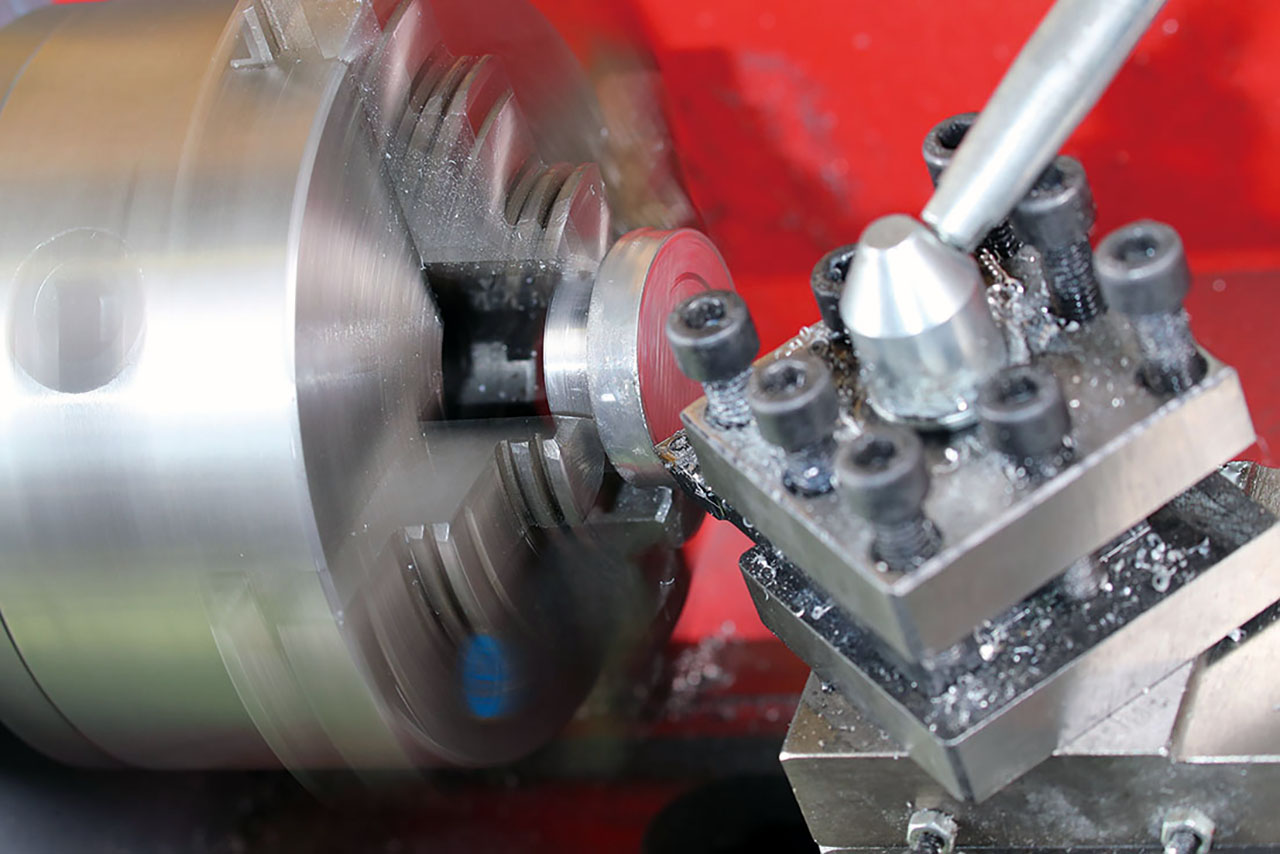 180度反転して削り込んだ面を挟み込んで端面の面出しを行う。
180度反転して削り込んだ面を挟み込んで端面の面出しを行う。 下キャップはこれで完成だ。
下キャップはこれで完成だ。