故障・修理
更新日:2020.02.05 / 掲載日:2020.02.05
溶接&金属加工入門 【2】
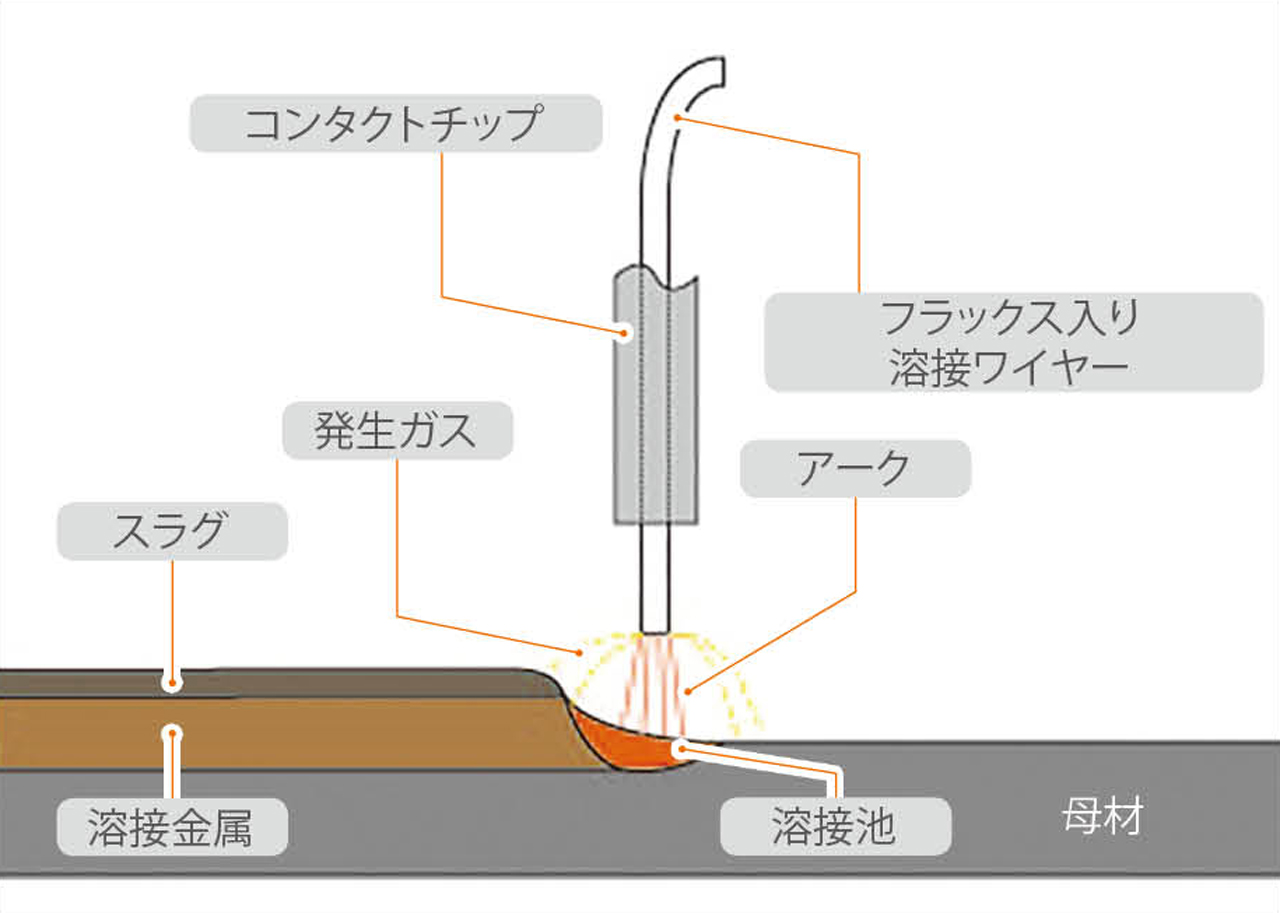
アーク熱で溶けることでアークを保護するガスとなるフラックス入りの細長い「溶接ワイヤー」を溶加材として、電動で送り出しながらアーク溶接を行う溶接方法。ハンドトーチに設けられたスイッチを押すことで連続供給され、それと同時にアークが発生する。
軟鋼用フラックスワイヤー

溶接ワイヤーはリールに巻かれた状態で供給される。ノンガスタイプの場合、購入時フラックス入りを選択することが重要。要注意だ。
ノンガス半自動アーク溶接機MIG130

シールド用のガスが不要なノンガスタイプの半自動溶接機。ネットオークションに出品されている安価な中国製の100V仕様で、落札相場は8000~9000円。難点はあるもののパーソナルユースであればなんとか使える。
ワイヤー供給ユニットに軟鋼用フラックスワイヤーをセットする
 ロックノブ引き上げつつ上蓋を開くとワイヤー供給ユニットにアクセスすることができる。
ロックノブ引き上げつつ上蓋を開くとワイヤー供給ユニットにアクセスすることができる。 ワイヤーの巻き終わり端がワイヤー供給ユニットを向くようリールをシャフトにまっすぐはめ込む。
ワイヤーの巻き終わり端がワイヤー供給ユニットを向くようリールをシャフトにまっすぐはめ込む。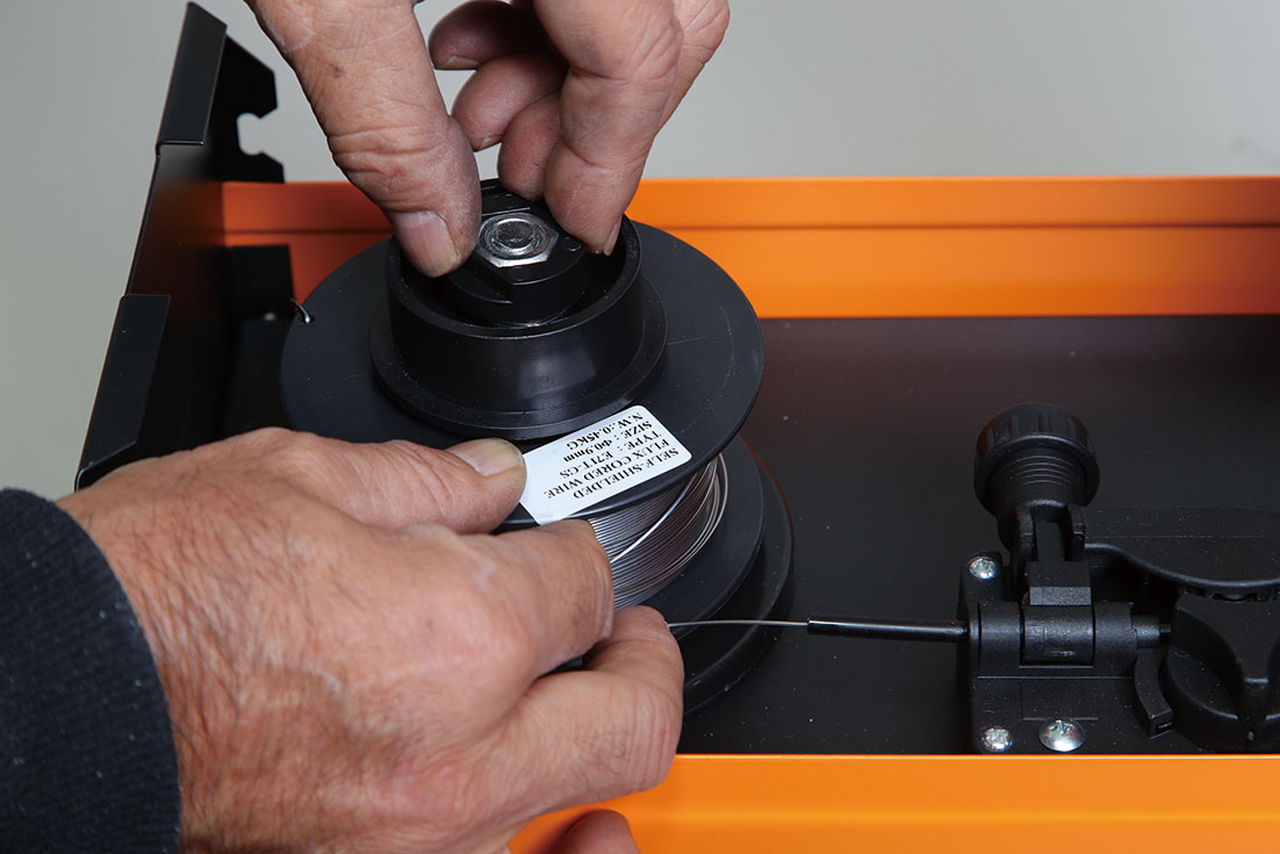 テンションスプリングを組み付け、固定ナットを回転が止まるところまでしっかり締め込む。
テンションスプリングを組み付け、固定ナットを回転が止まるところまでしっかり締め込む。 ローラーをフリーにし、ワイヤー端をカットしてワイヤーガイドチューブに押し込む。
ローラーをフリーにし、ワイヤー端をカットしてワイヤーガイドチューブに押し込む。 ローラー押さえを元通り組み付ける。
ローラー押さえを元通り組み付ける。  電源コードをAC100Vに接続し、電源スイッチをON。
電源コードをAC100Vに接続し、電源スイッチをON。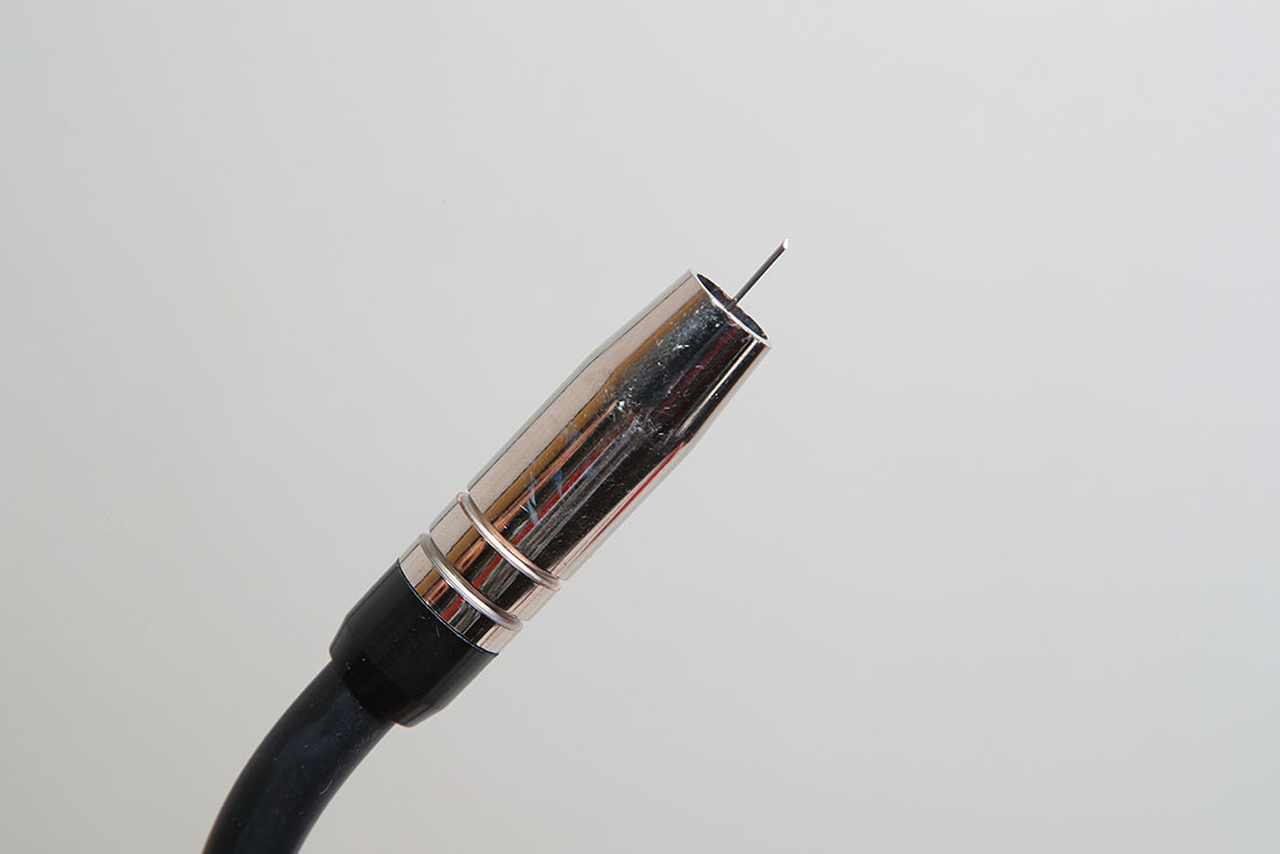 ワイヤーが出てくるまでトリガースイッチを押し続ける。
ワイヤーが出てくるまでトリガースイッチを押し続ける。 溶接ワイヤーをノズル先端から10mmほど残して斜めにカットする。
溶接ワイヤーをノズル先端から10mmほど残して斜めにカットする。ワイヤー先端を溶接部に接触させると同時にトリガーON!
 電源コードをコンセントもしくは電圧ドロップ対応コードリールを利用してAC100Vに接続。
電源コードをコンセントもしくは電圧ドロップ対応コードリールを利用してAC100Vに接続。 アースクリップを溶接台もしくは溶接物に挟み込む。
アースクリップを溶接台もしくは溶接物に挟み込む。 ワイヤースピードを調整する。
ワイヤースピードを調整する。 グローブをはめて遮光溶接面を被り、電源をON。
グローブをはめて遮光溶接面を被り、電源をON。 ワイヤー先端を溶接面から軽く浮かした状態で保持し、トリガースイッチを押してスパークさせる。
ワイヤー先端を溶接面から軽く浮かした状態で保持し、トリガースイッチを押してスパークさせる。 トーチ先端のチップの周囲には溶接カスが付着しやすく、放っておくとワイヤーの出が悪くなるので注意!
トーチ先端のチップの周囲には溶接カスが付着しやすく、放っておくとワイヤーの出が悪くなるので注意! こまめにチェックしてカスを取り除き、ワイヤーがスムーズに送り出される状態を保つ必要がある。
こまめにチェックしてカスを取り除き、ワイヤーがスムーズに送り出される状態を保つ必要がある。 また、チップは消耗品。いつでも交換できるよう予備を用意しておくことが肝心だ。
また、チップは消耗品。いつでも交換できるよう予備を用意しておくことが肝心だ。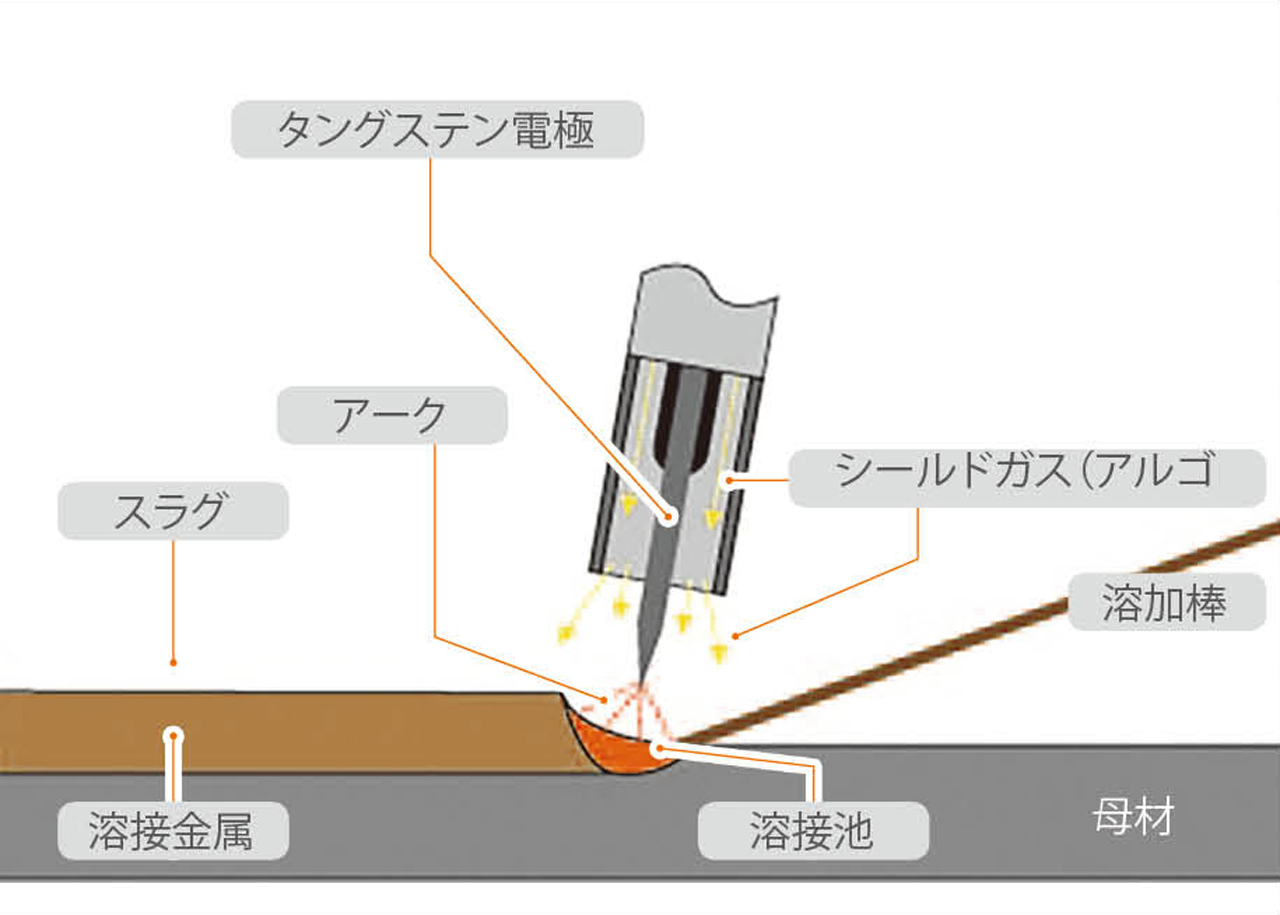
融点が高いタングステンを電極としてアークを出し、アーク熱で溶けた母材に溶加棒を溶け込ませながら溶接していく溶接法。ハンドトーチに設けられているスイッチを操作することで大気を遮断する「シールドガス」が連続して供給されつつアークも発生する。
アルゴンガス&レギュレーターが別途必須!

TIG溶接は溶接機本体だけでは行えない。アルゴンガスとガス圧調整器&ホース、といった機材も別途必要。なお、ボンベはレンタルも可能で一般に5000~6000円と安価だがレンタル期間は通常1か月と短い。
直流TIG溶接機 160A 200V用 TIG160S

ネットオークションやネット通販で流通している中国製の安価なTIG溶接機。薄板の溶接も美しく仕上がる直流式・単相200V仕様の軽量、コンパクト設計で、鉄、ステンレス板厚3mmまで溶接可能だ。
単相200Vに接続し、ガスの吐出量を調整
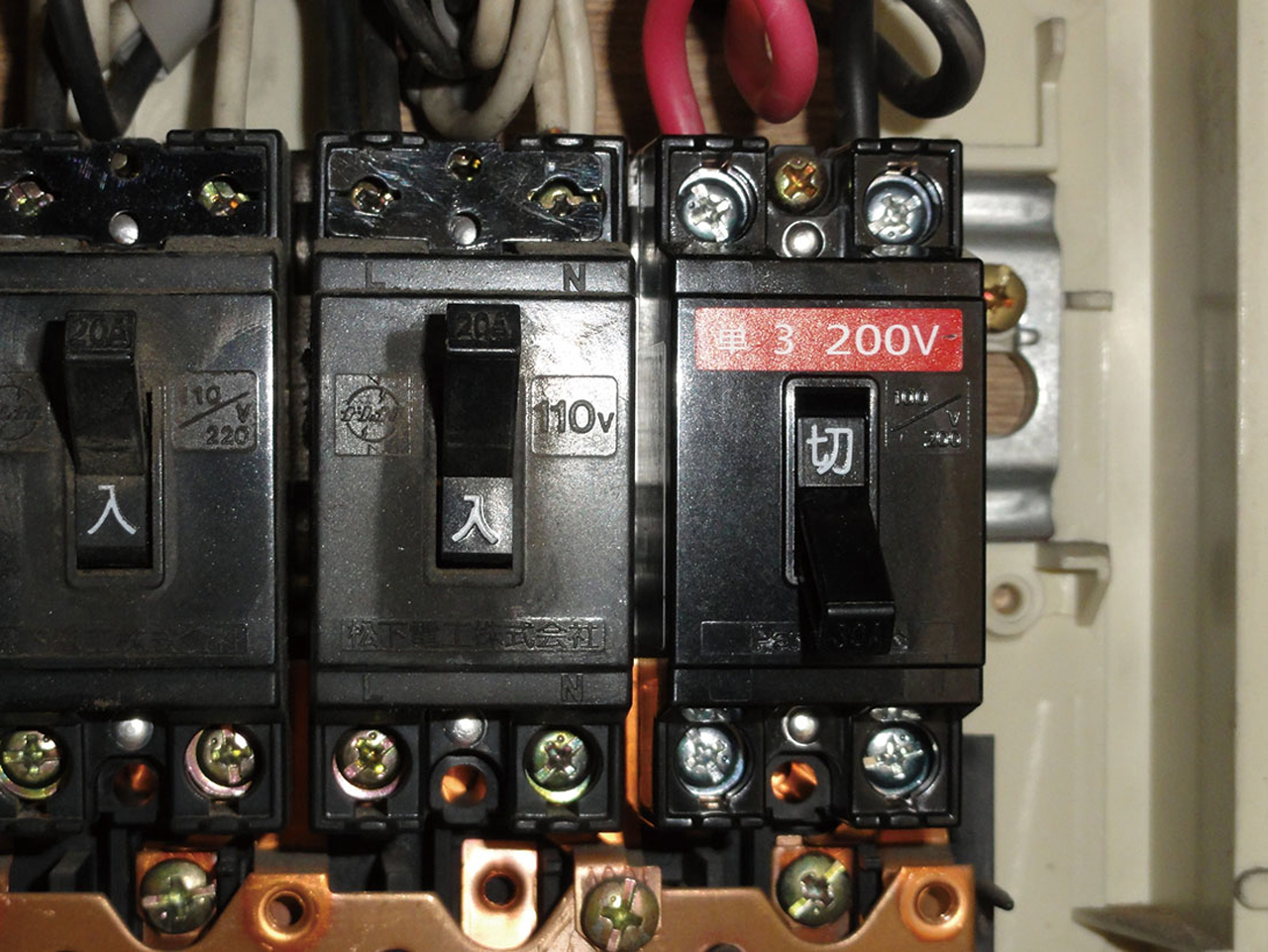 コンセントは単相200V。
コンセントは単相200V。 ここに電源コードを接続する。
ここに電源コードを接続する。 ボンベの接続金具に圧力調整器の入力側接続部をまっすぐ当てながら袋ナットを締め込み、レンチで本締めする。
ボンベの接続金具に圧力調整器の入力側接続部をまっすぐ当てながら袋ナットを締め込み、レンチで本締めする。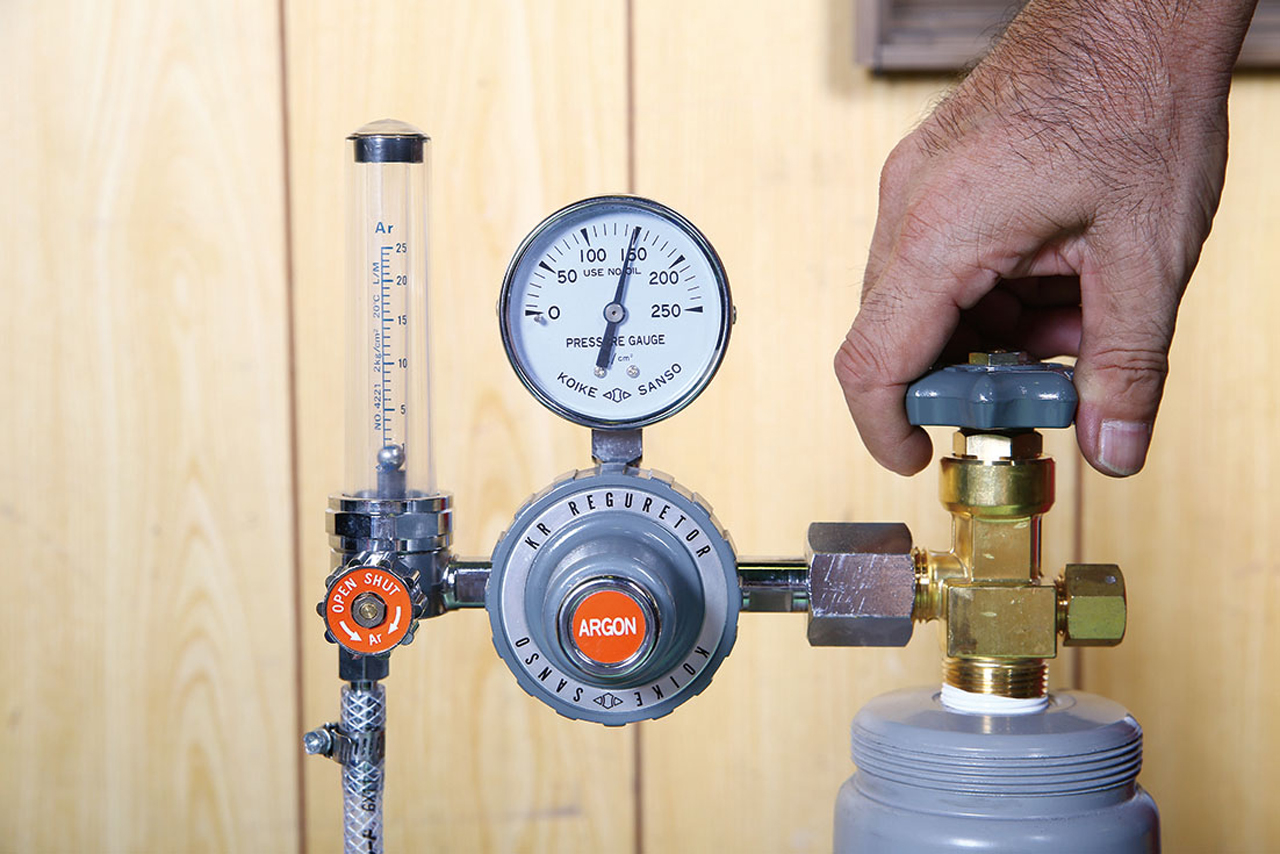 圧力調整器のホースニップルと溶接機のガス入り口をアルゴンガスホースで接続。ボンベの開放バルブを緩める。
圧力調整器のホースニップルと溶接機のガス入り口をアルゴンガスホースで接続。ボンベの開放バルブを緩める。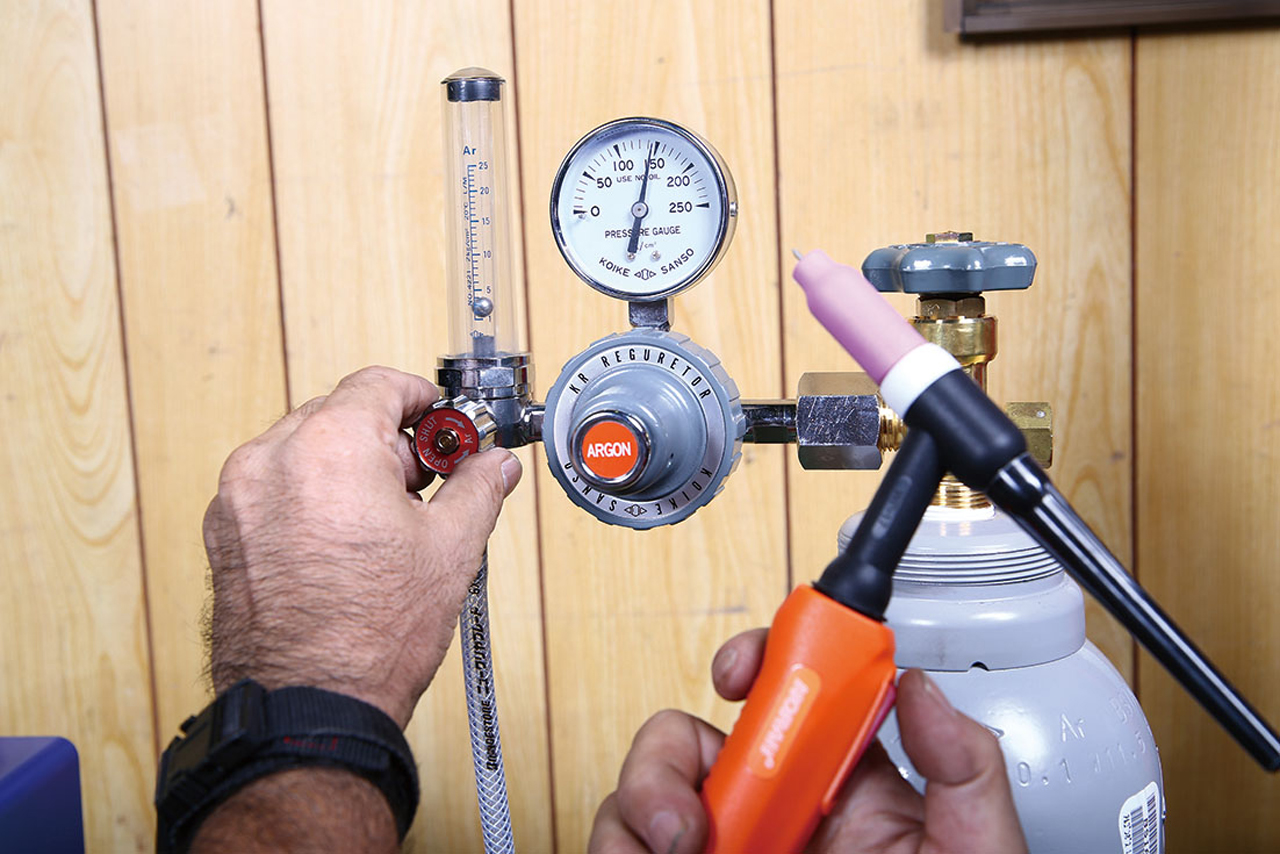 ガスを出しつつ流量計ハンドルを回し、フロートが2~5の目盛りに収まるよう調整する。
ガスを出しつつ流量計ハンドルを回し、フロートが2~5の目盛りに収まるよう調整する。タングステン先端を研磨して尖らせる
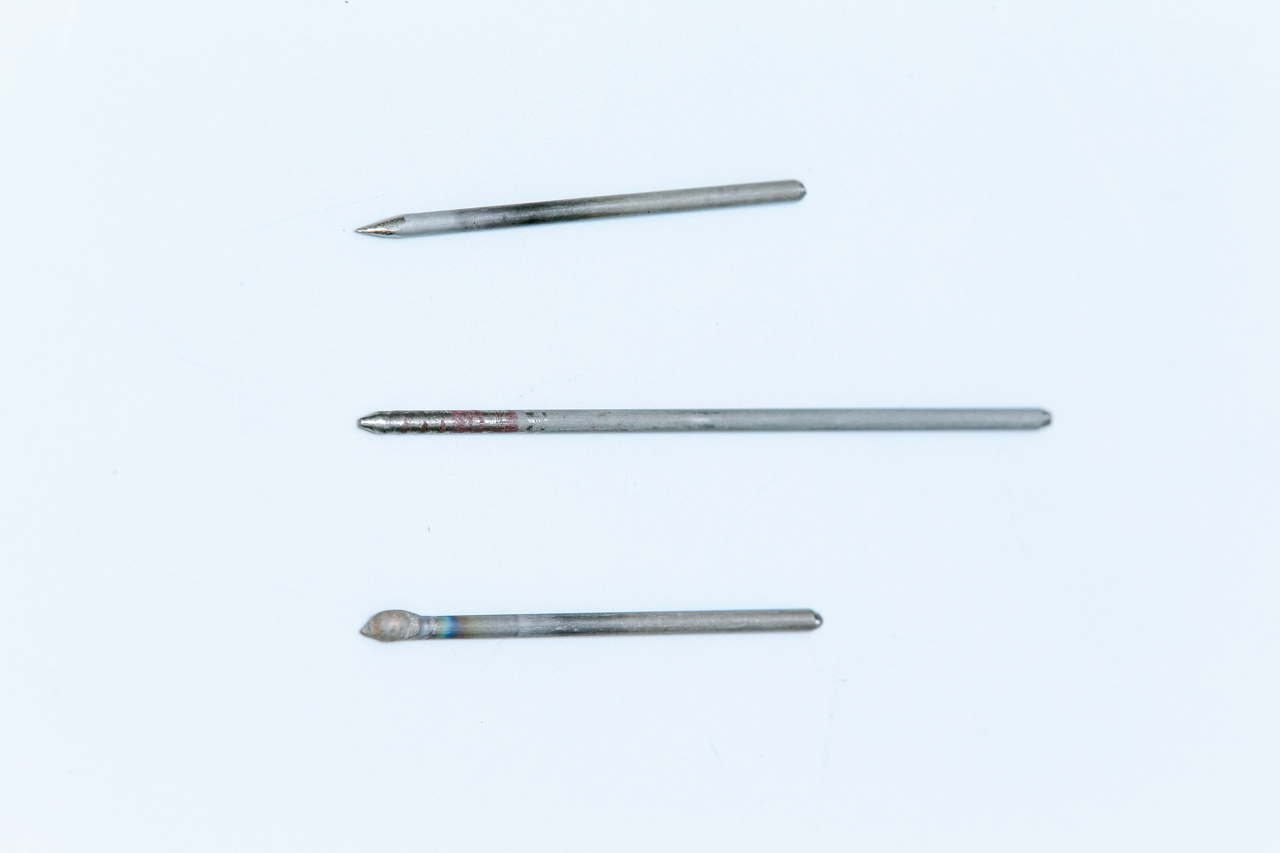 タングステン電極棒の先端管理は重要で、通常は先端を鋭角に研磨して使用する。アークの集中がよく、安定しやすいからで、使用時はグラインダーで先端部を研磨し、尖らせる。
タングステン電極棒の先端管理は重要で、通常は先端を鋭角に研磨して使用する。アークの集中がよく、安定しやすいからで、使用時はグラインダーで先端部を研磨し、尖らせる。
通常使用時
通常/要研磨
溶加棒溶け込み、要研磨
 研磨したタングステンをノズルにまっすぐはめ込む。
研磨したタングステンをノズルにまっすぐはめ込む。 セラミックノズルをねじ込む。
セラミックノズルをねじ込む。 タングステン先端部を7~8mm突き出させ、トーチキャップを締め込んで固定して、使用準備完了だ。
タングステン先端部を7~8mm突き出させ、トーチキャップを締め込んで固定して、使用準備完了だ。溶けたら溶加棒を送り込み、スイッチOFF後も作業状態を維持する
 溶接台の端にアースクリップをはめ込む。
溶接台の端にアースクリップをはめ込む。 出力調整ダイヤルを回してを出力を調整。
出力調整ダイヤルを回してを出力を調整。 溶加棒は親指と小指で挟むように持ち、親指の腹で押すように送り出す。
溶加棒は親指と小指で挟むように持ち、親指の腹で押すように送り出す。 電極先端を母材に近づけてトリガースイッチON。
電極先端を母材に近づけてトリガースイッチON。 溶接部が溶けたら溶加棒を浅い角度で進行方向側から、溶融池の中心に差し入れ溶かし込む。
溶接部が溶けたら溶加棒を浅い角度で進行方向側から、溶融池の中心に差し入れ溶かし込む。 アークを止めた時はシールドガスの噴出が止まるまで、トーチを動かすことなく保持する。
アークを止めた時はシールドガスの噴出が止まるまで、トーチを動かすことなく保持する。
「溶加棒」は溶接物に溶け込ませるがゆえに、母材の材質に応じた種類がある。このため、購入時は部材や溶接目的に適したものかどうかよく確認する必要があるので注意! また、販売単位は少量タイプでも1kgと多め。写真が長さ1mカット品の1kgの束だ。