故障・修理
更新日:2020.02.05 / 掲載日:2020.02.05
溶接&金属加工入門 【3】
Lesson 2 溶接の基本テク
基本を頭に叩き込んで数をこなす。これがもっとも早道!?

慣れるまでは左から右に向かう「後進法」がベスト!?
溶接棒の進め方には「前進法」と「後進法」という2つの方法がある。
「前進法」は、これから溶接する面に向かって右から左へと溶接していく方法で、溶込みが広く浅くなる。これとは逆に左から右に向かうのが「後進法」で、溶込みが狭く深くなる。不慣れだと溶接する面を追っていく「前進法」のほうが狙いを外しにくく感じる。が、プロ曰く「現実にはかなりの技術を要する」とのこと。慣れるまでは「後進法」がベストで、これを前提に基本テクをまとめてみた。
1 1発目のスパークはブラッシング法がベスト!
タッピング法
 溶接のスタートのきっかけとなる「スパーク」を発生させる際、溶接棒の先端を軽くコツコツと接触させがち。
溶接のスタートのきっかけとなる「スパーク」を発生させる際、溶接棒の先端を軽くコツコツと接触させがち。 これは「タッピング法」と呼ばれる手法で、パワーが弱い小型溶接機で行うと溶接棒が貼り付きやすいので注意!
これは「タッピング法」と呼ばれる手法で、パワーが弱い小型溶接機で行うと溶接棒が貼り付きやすいので注意!ブラッシング法
 小型溶接機を利用するなら、横にはらうように擦りつける「ブラッシング法」がベストだ。
小型溶接機を利用するなら、横にはらうように擦りつける「ブラッシング法」がベストだ。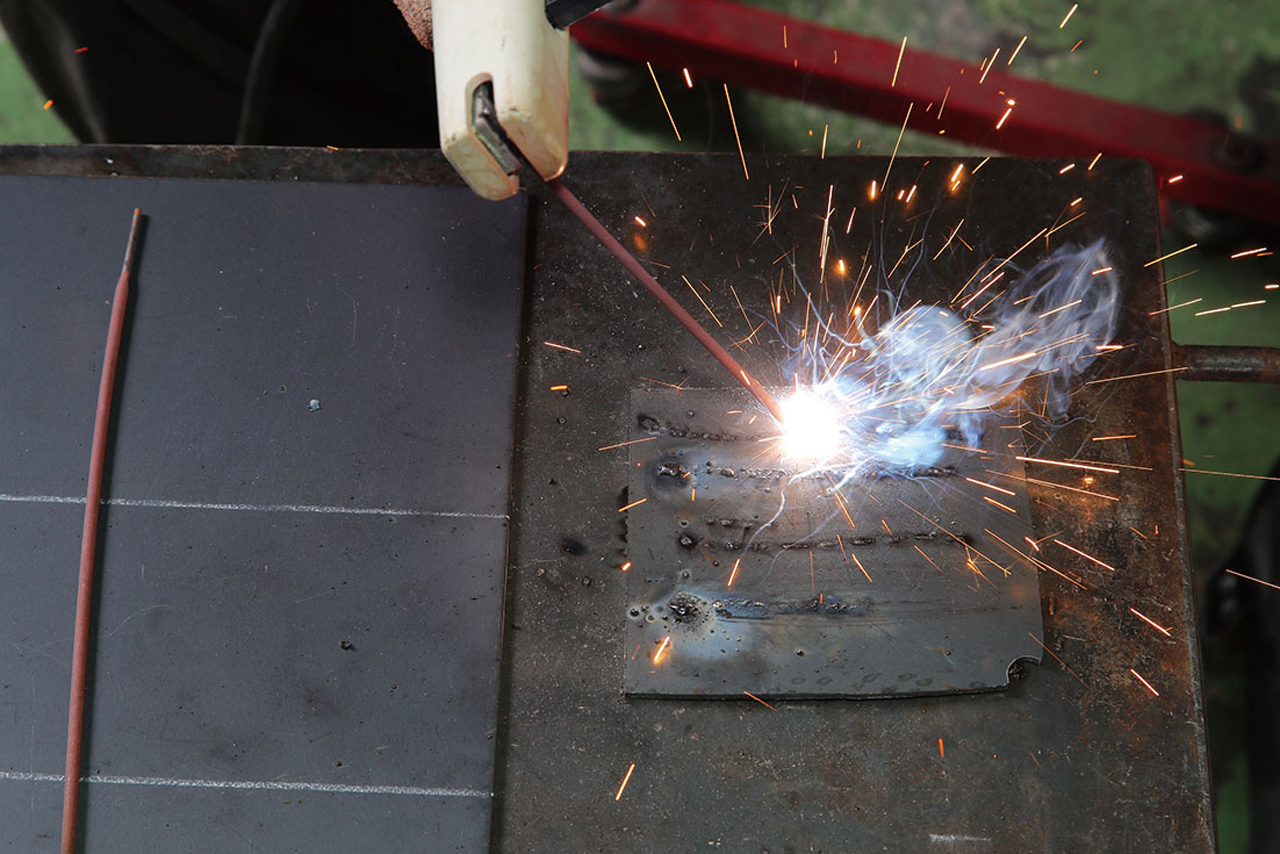 マッチで火をつけるよう横にサッに擦る。
マッチで火をつけるよう横にサッに擦る。2 直近に置いた捨板でスパークさせて溶接ポイントに移動する
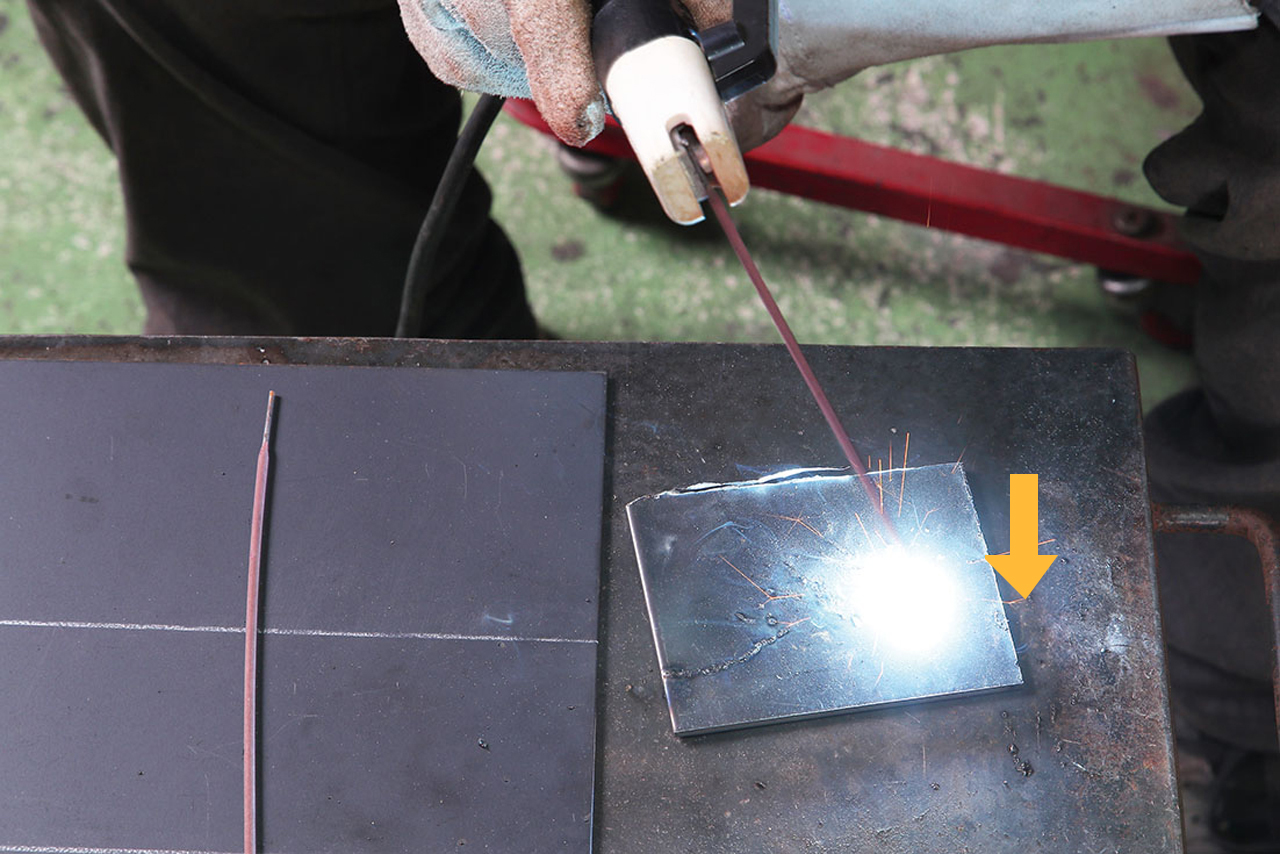
 溶接棒が溶けた直後。
溶接棒が溶けた直後。 先端部は熱っせられて真っ赤になる。
先端部は熱っせられて真っ赤になる。 この赤熱時、軽く接触させるだけでスパークするため、溶接箇所の近くに捨板を置き、そこでスパークさせて赤熱している間に溶接箇所に移動させるようにすれば小型溶接機でもスムーズにアークを飛ばすことができる。
この赤熱時、軽く接触させるだけでスパークするため、溶接箇所の近くに捨板を置き、そこでスパークさせて赤熱している間に溶接箇所に移動させるようにすれば小型溶接機でもスムーズにアークを飛ばすことができる。3 前後方向は垂直に、左右は進行方向に傾ける
 溶接中は溶接棒が溶接物に相対して前後方向が90度の直角、左右方向は進行方向側(後進法時)に70~80度傾けた状態を保持するのが基本となる。
溶接中は溶接棒が溶接物に相対して前後方向が90度の直角、左右方向は進行方向側(後進法時)に70~80度傾けた状態を保持するのが基本となる。 このため、溶接棒をホルダーに装着する際、この体勢を保持しやすい角度となるよう、挟むことが肝心だ。
このため、溶接棒をホルダーに装着する際、この体勢を保持しやすい角度となるよう、挟むことが肝心だ。4 空いてる手をホルダーに添えて安定させる!!
 基本姿勢は保持できてもホルダーを持つ手がブレたら意味がない。溶接時は空いている手をホルダーに添えて安定させる。
基本姿勢は保持できてもホルダーを持つ手がブレたら意味がない。溶接時は空いている手をホルダーに添えて安定させる。 プロは手持ちの遮光溶接面(左)でもこれを実践しているが、ビギナーには難しい。両手が自由になる自動遮光溶接面の利用をオススメする。
プロは手持ちの遮光溶接面(左)でもこれを実践しているが、ビギナーには難しい。両手が自由になる自動遮光溶接面の利用をオススメする。5 溶接棒の先端は部材に密着させる
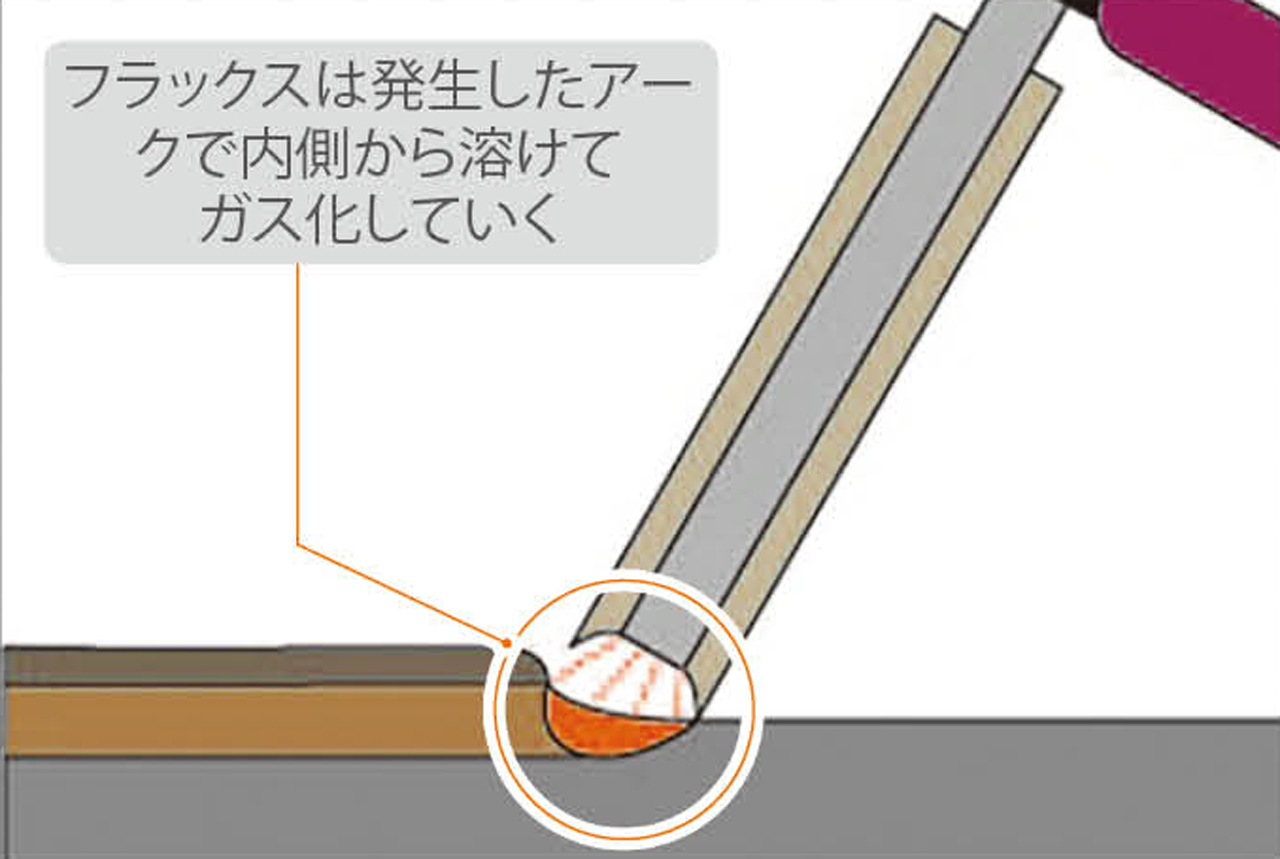 溶接中は溶接棒先端を溶接物に密着させるのが基本! 溶接棒を覆っているフラックスは溶接時、内側から溶けてガス化していく。
溶接中は溶接棒先端を溶接物に密着させるのが基本! 溶接棒を覆っているフラックスは溶接時、内側から溶けてガス化していく。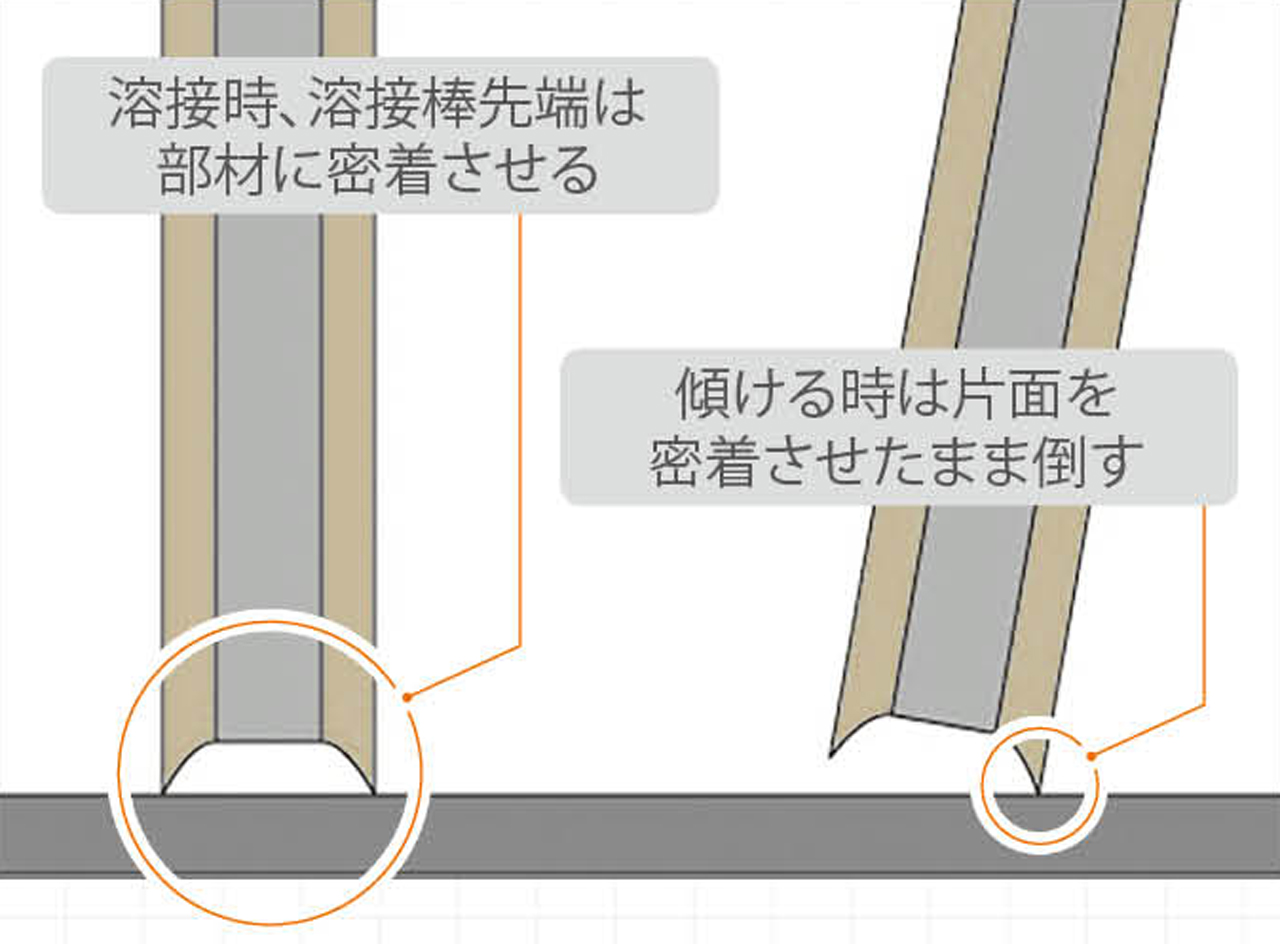 溶接棒が溶け始めてしまえば芯線はフラックスのアーチの中に収まるからで、傾ける時も一カ所、母材に接触するよう保持する。
溶接棒が溶け始めてしまえば芯線はフラックスのアーチの中に収まるからで、傾ける時も一カ所、母材に接触するよう保持する。6 一定の幅、かつ一定間隔で上下に振りながら移動する
 鱗が連続して重なっているように見える「ビード」は、溶接棒先端が形成されたスラグに半分くらい被る間隔で、軽く上下に振りながら移動することで生まれる。
鱗が連続して重なっているように見える「ビード」は、溶接棒先端が形成されたスラグに半分くらい被る間隔で、軽く上下に振りながら移動することで生まれる。 その振り幅の目安は鉄板の厚み分で、仕上がり時の「ビード」の幅は板厚の半分以上が基本となる。
その振り幅の目安は鉄板の厚み分で、仕上がり時の「ビード」の幅は板厚の半分以上が基本となる。7 移動スピードは速すぎても遅すぎでもダメ!
 溶接棒は1.6mmを使用。溶接棒を移動させる速度には最適値があり、速すぎても遅すぎてもきれいには仕上がらない。
溶接棒は1.6mmを使用。溶接棒を移動させる速度には最適値があり、速すぎても遅すぎてもきれいには仕上がらない。 試しにプロに遅い/最適/早いの3段階でビードを引いてみてもらった結果、最適な速さは40mm引くのに28秒。
試しにプロに遅い/最適/早いの3段階でビードを引いてみてもらった結果、最適な速さは40mm引くのに28秒。 1mm移動するのに0.7秒。
1mm移動するのに0.7秒。
遅 い
最 適
早 い
 それより遅いとビードの幅が太くて短くなり、早いと細長くなってしまった。
それより遅いとビードの幅が太くて短くなり、早いと細長くなってしまった。
遅 い
最 適
早 い
8 突き合わせ/縫い合わせる感じに振り幅を均等に動かす
 2枚の板を突き合わせて溶接する時は、点付けでまずは仮留め。
2枚の板を突き合わせて溶接する時は、点付けでまずは仮留め。 その後、2つの母材に均等に熱を加えるため、縫い合わせるイメージで交互に橋渡しするよう軽くジクザクに振りながら溶接していく。
その後、2つの母材に均等に熱を加えるため、縫い合わせるイメージで交互に橋渡しするよう軽くジクザクに振りながら溶接していく。  表面。一定の幅内に溶接が納められている。
表面。一定の幅内に溶接が納められている。 そして、裏側まで、途切れることなく均等に熱が加わえられたら合格点だ。
そして、裏側まで、途切れることなく均等に熱が加わえられたら合格点だ。 また、厚板を突き合わせ溶接する時は合わせ面をV字に削り込んでから溶接する。
また、厚板を突き合わせ溶接する時は合わせ面をV字に削り込んでから溶接する。 このような加工を「開先」と呼び、裏面まで確実に溶け込ませることができるようになる。
このような加工を「開先」と呼び、裏面まで確実に溶け込ませることができるようになる。9 隅肉/上下にジグザグに振りながら移動する
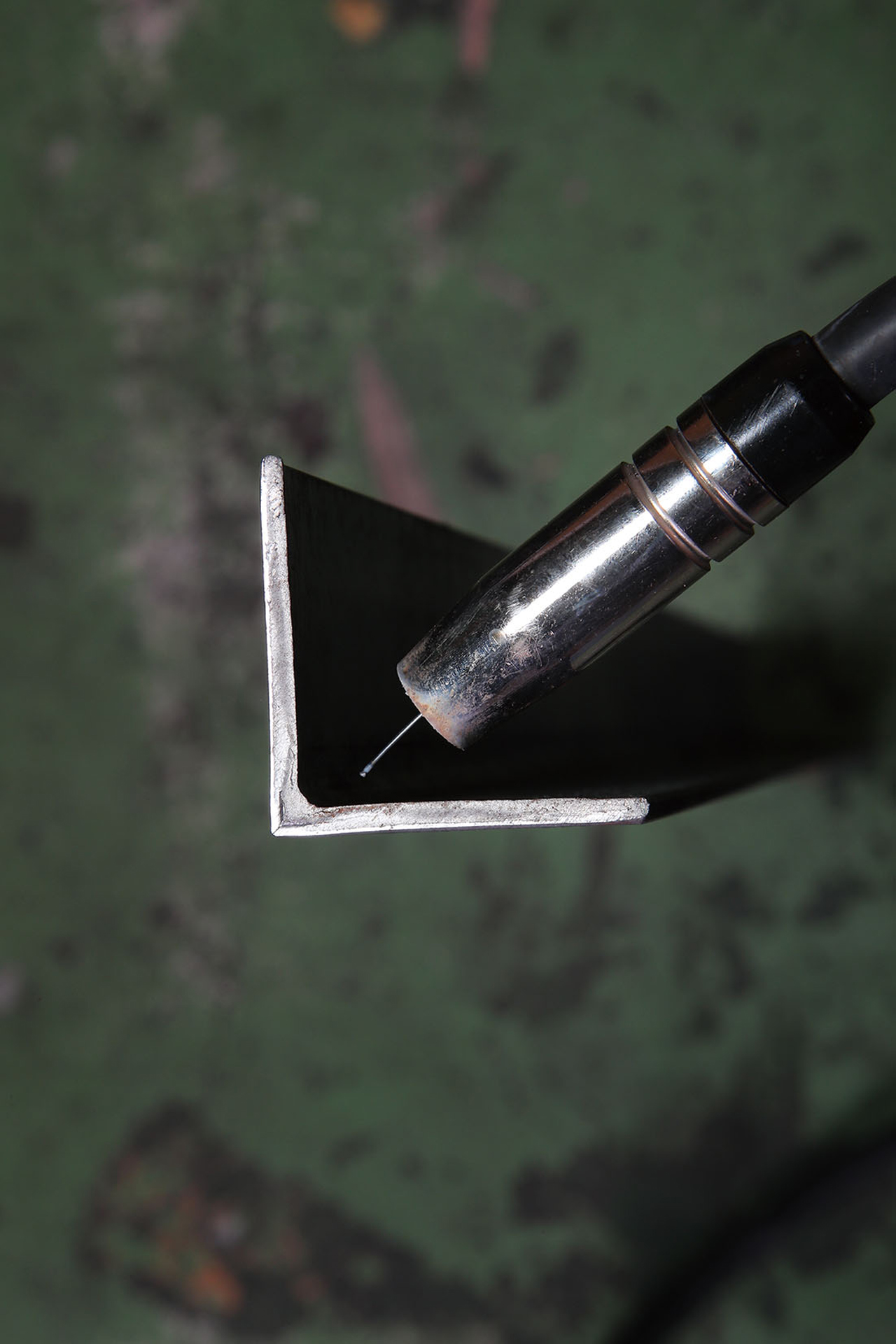 板をT型に繋ぐなど直交する二面を溶接することを「隅肉」と呼ぶ。
板をT型に繋ぐなど直交する二面を溶接することを「隅肉」と呼ぶ。 母材と母材を均等にまたがる形に三角形の断面となるよう仕上げるのが基本。
母材と母材を均等にまたがる形に三角形の断面となるよう仕上げるのが基本。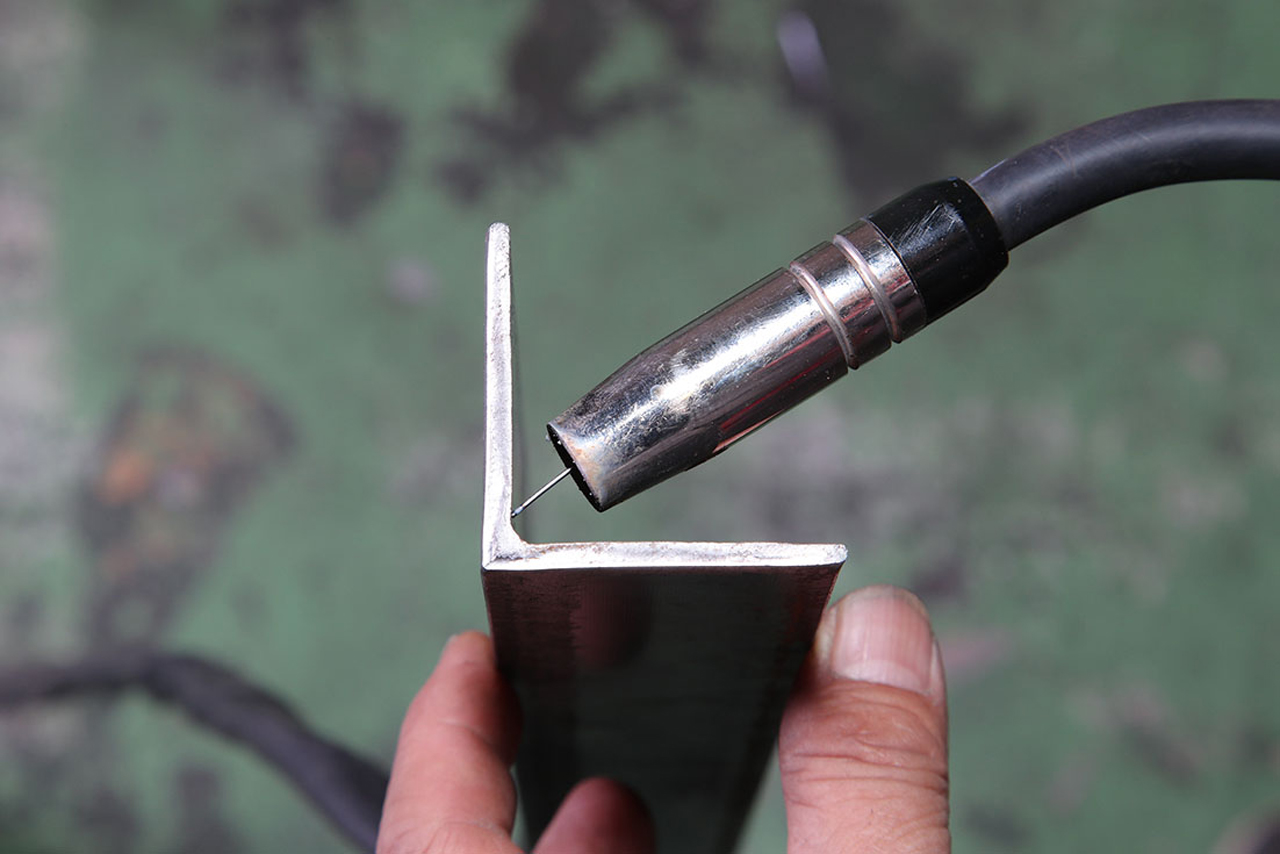 断面から見た時矢印になるよう保持。進行方向には軽く傾け、上下交互に振りながら移動させていく。
断面から見た時矢印になるよう保持。進行方向には軽く傾け、上下交互に振りながら移動させていく。