故障・修理
更新日:2020.02.05 / 掲載日:2020.02.05
溶接&金属加工入門 【11】

余った部分から焚き口のフタを切り出す
 必要パーツを切り出した角パイプの残りから焚き口の蓋を切り出す。端から100mm位置にカット線を記入。
必要パーツを切り出した角パイプの残りから焚き口の蓋を切り出す。端から100mm位置にカット線を記入。 両側面の角とカット線を切って100×100mmの正方形に切り抜く。
両側面の角とカット線を切って100×100mmの正方形に切り抜く。 これを蝶番を介して焚き口に組み付ける。
これを蝶番を介して焚き口に組み付ける。 これで開け閉めできる蓋に仕立てる。
これで開け閉めできる蓋に仕立てる。蝶番を利用して上下に開閉できる構造にする
 焚き口&吸気口となる切り抜き面の周囲の防錆塗装を削り落とす。
焚き口&吸気口となる切り抜き面の周囲の防錆塗装を削り落とす。 蓋端に蝶番を重ね。
蓋端に蝶番を重ね。 ヒンジピンの凸面サイズを転写する。
ヒンジピンの凸面サイズを転写する。 転写した凸面範囲をカット。
転写した凸面範囲をカット。 ヒンジピン面が蓋端にスッポリ収まるよう加工する。
ヒンジピン面が蓋端にスッポリ収まるよう加工する。 蓋を締めた時焚き口に密着し、かつスムーズに開けることができる蝶番の固定位置を現物合わせで探る。そして、最適な固定位置を蓋と焚き口上面それぞれにマーキング。
蓋を締めた時焚き口に密着し、かつスムーズに開けることができる蝶番の固定位置を現物合わせで探る。そして、最適な固定位置を蓋と焚き口上面それぞれにマーキング。 念のため、マーキング位置に蝶番をセットして開閉状態を再度確認する。
念のため、マーキング位置に蝶番をセットして開閉状態を再度確認する。焚き口に蝶番を介してフタを取り付ける
 蓋に印した蝶番固定位置に蝶番を重ね、バイスクリップで挟み込んで仮固定。
蓋に印した蝶番固定位置に蝶番を重ね、バイスクリップで挟み込んで仮固定。 固定穴位置と周囲を等間隔で点溶接して蓋に固定。
固定穴位置と周囲を等間隔で点溶接して蓋に固定。 焚き口上面に印した蝶番固定位置に蝶番端を重ね、固定穴位置と周囲を点溶接して焚き口に固定する。
焚き口上面に印した蝶番固定位置に蝶番端を重ね、固定穴位置と周囲を点溶接して焚き口に固定する。  蝶番は焚き口上面に配置。
蝶番は焚き口上面に配置。 開く時はこのように上面に折り返せる構造とした。
開く時はこのように上面に折り返せる構造とした。煙突底部に吸気口を溶接する
 通気口先端のロストル面を煙突の燃焼室奥の側壁に接するまで確実にはめ込み、通気口下面と煙突下面の接続部に段差ができないよう、端面を横一線に揃える。その状態を維持しつつ、側面の接触面を点溶接で仮留めする。
通気口先端のロストル面を煙突の燃焼室奥の側壁に接するまで確実にはめ込み、通気口下面と煙突下面の接続部に段差ができないよう、端面を横一線に揃える。その状態を維持しつつ、側面の接触面を点溶接で仮留めする。 ロストル先端を燃焼室側面に溶接。
ロストル先端を燃焼室側面に溶接。 仮留めした面をキッチリ本溶接する。
仮留めした面をキッチリ本溶接する。  これが溶接し終わった状態。
これが溶接し終わった状態。 溶接面をハンマーで叩いてスラグを剥がし。
溶接面をハンマーで叩いてスラグを剥がし。 残りカスを金属ブラシで擦って取り除いて、一段落だ。
残りカスを金属ブラシで擦って取り除いて、一段落だ。吸気口の上部に焚き口を溶接する
 蓋を取り付けた焚き口を、煙突の焚き口取り付け面に重ね合わせる。
蓋を取り付けた焚き口を、煙突の焚き口取り付け面に重ね合わせる。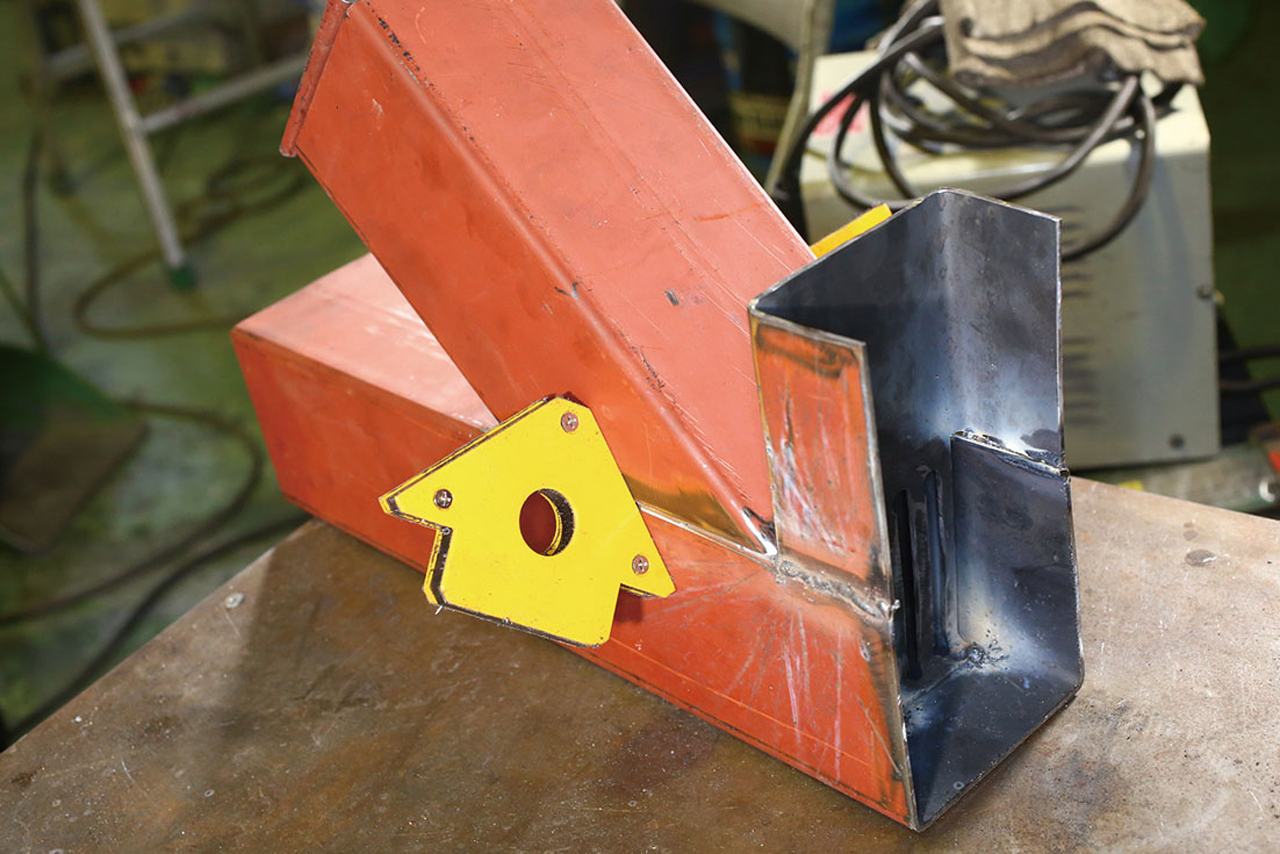 隙間が生じないよう重ね位置を調整しつつ、マグネットホルダーで仮固定する。
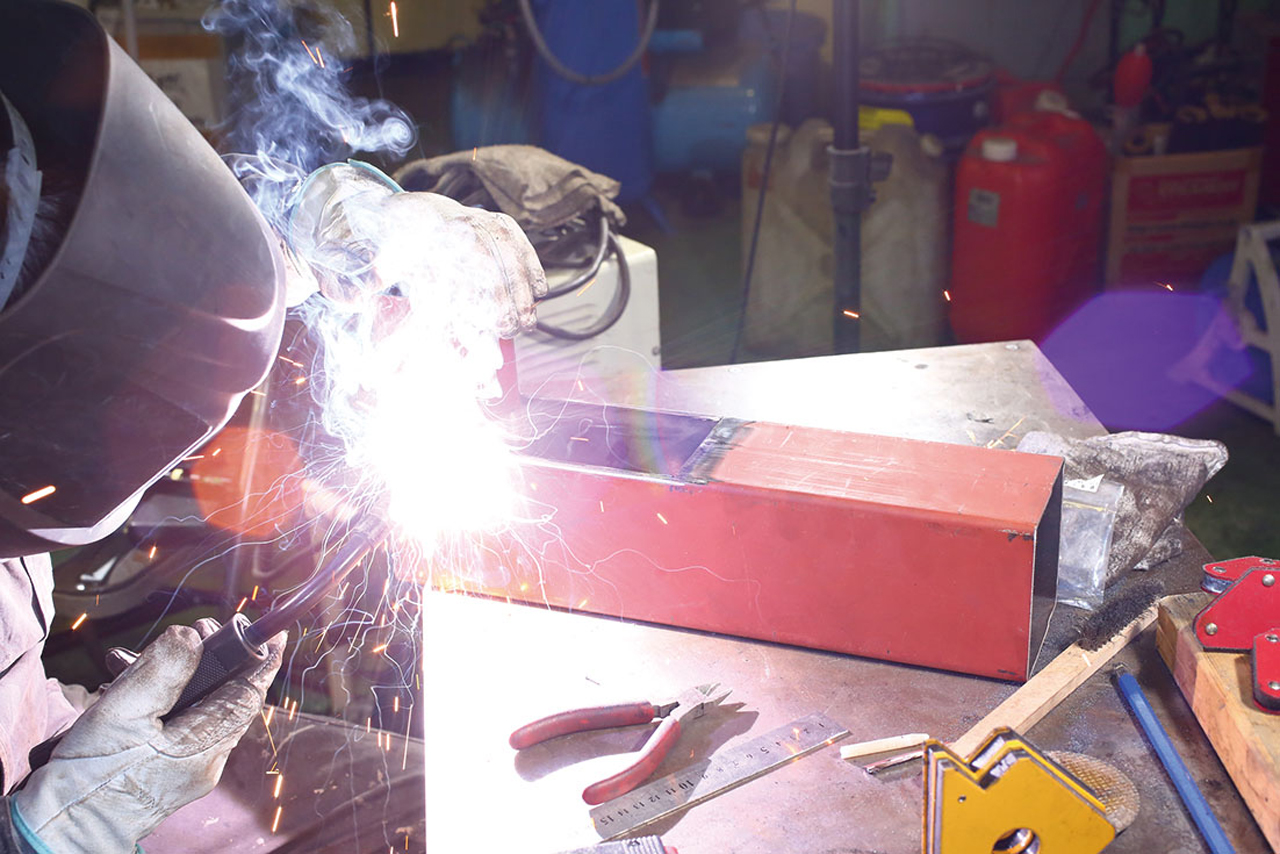
隙間が生じないよう重ね位置を調整しつつ、マグネットホルダーで仮固定する。 まず、左右の接続面を点付けで仮溶接。
まず、左右の接続面を点付けで仮溶接。 歪むことなく定位置に収まっていることを確認したところで、端から端まで本溶接して隙間なく仕上げる。
歪むことなく定位置に収まっていることを確認したところで、端から端まで本溶接して隙間なく仕上げる。 溶接面をハンマーで叩いてスラグを剥がし、上下接続面を溶接する。
溶接面をハンマーで叩いてスラグを剥がし、上下接続面を溶接する。底板を切り出し、四隅に調整ノブを設置
 焚き口を取り付けた本体を鋼板に重ね、底板サイズを検討する。カットの手間を省きかつセンター出しを容易にするため、長辺は鋼板の規格サイズの一辺300mmに、短辺は200mmに設定。カット線を記入する。
焚き口を取り付けた本体を鋼板に重ね、底板サイズを検討する。カットの手間を省きかつセンター出しを容易にするため、長辺は鋼板の規格サイズの一辺300mmに、短辺は200mmに設定。カット線を記入する。 カット線に沿ってまっすぐカット。
カット線に沿ってまっすぐカット。 四隅にM8の雌ネジを切る。
四隅にM8の雌ネジを切る。 これはアジャスターの固定ネジ穴だ。
これはアジャスターの固定ネジ穴だ。吸気口底部に底板を溶接する
 底板の中心に本体を重ねる。
底板の中心に本体を重ねる。 四隅を点付けで仮溶接。歪むことなく収まっていることを確認したところで、端から端まで隙間なく本溶接する。
四隅を点付けで仮溶接。歪むことなく収まっていることを確認したところで、端から端まで隙間なく本溶接する。 目地コテのコテ部を蓋の下端に重ね、バイスクリップで仮固定。
目地コテのコテ部を蓋の下端に重ね、バイスクリップで仮固定。 蓋に溶接する。なお、これが蓋のハンドルだ。
蓋に溶接する。なお、これが蓋のハンドルだ。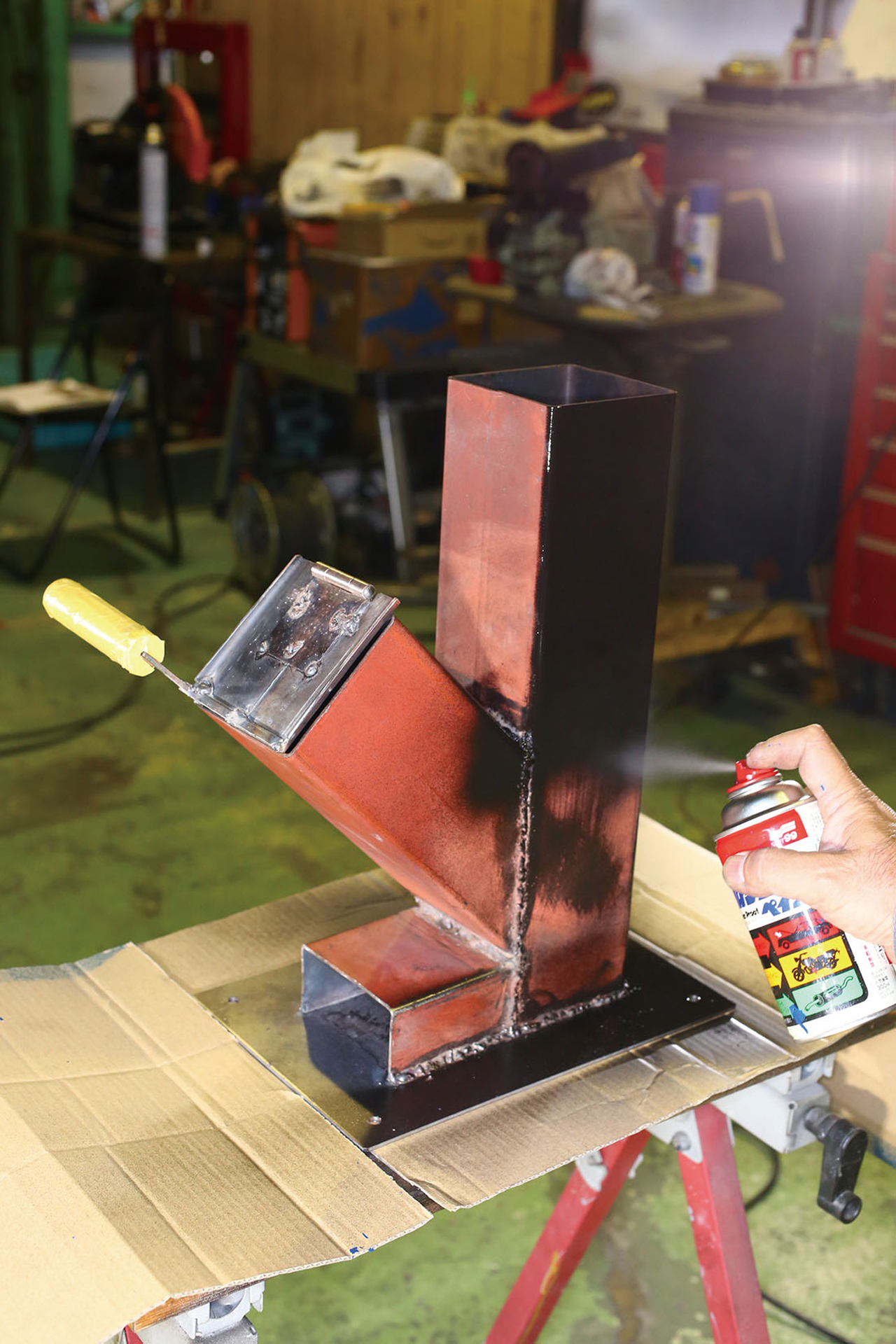 マスキングテープでハンドルの木部をマスキングし、耐熱塗料でストーブ全体を塗装する。
マスキングテープでハンドルの木部をマスキングし、耐熱塗料でストーブ全体を塗装する。
塗料が乾燥したらジャスターを取り付けて完成だ。
旧作と新作を同一条件で同時に燃焼させてみたところ、歴然とした差が!

新旧のストーブそれぞれに130gの薪をくべ、同時に点火して燃焼状態を比較してみた。
新作
 新作は着火直後から勢いよく燃え上がる。
新作は着火直後から勢いよく燃え上がる。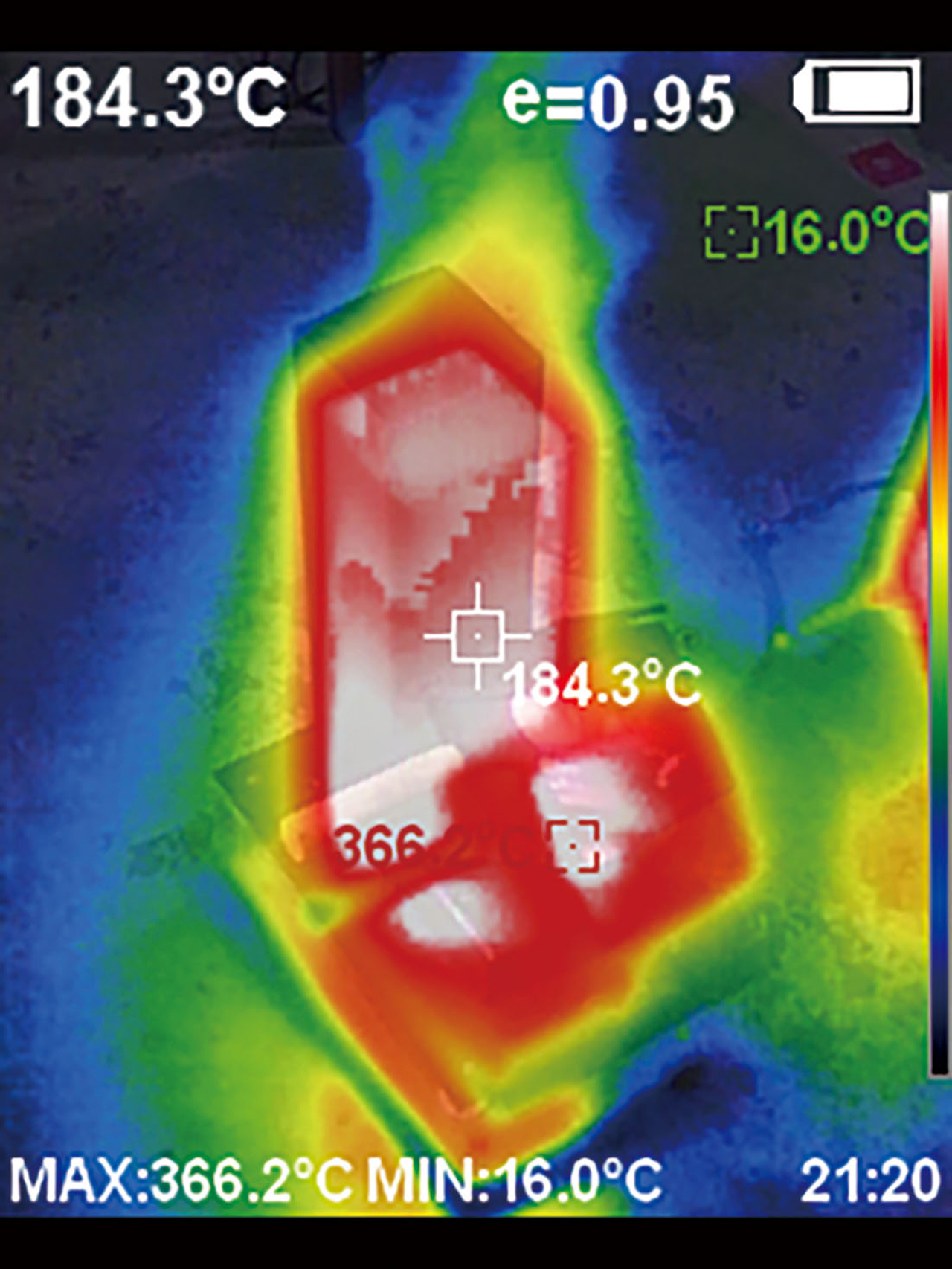 燃焼室温度は軽く300℃超え。
燃焼室温度は軽く300℃超え。 11分燃焼して薪は燃え尽きた。
11分燃焼して薪は燃え尽きた。旧作
 対する旧作は炎の勢いが弱く、燃焼にムラがある。
対する旧作は炎の勢いが弱く、燃焼にムラがある。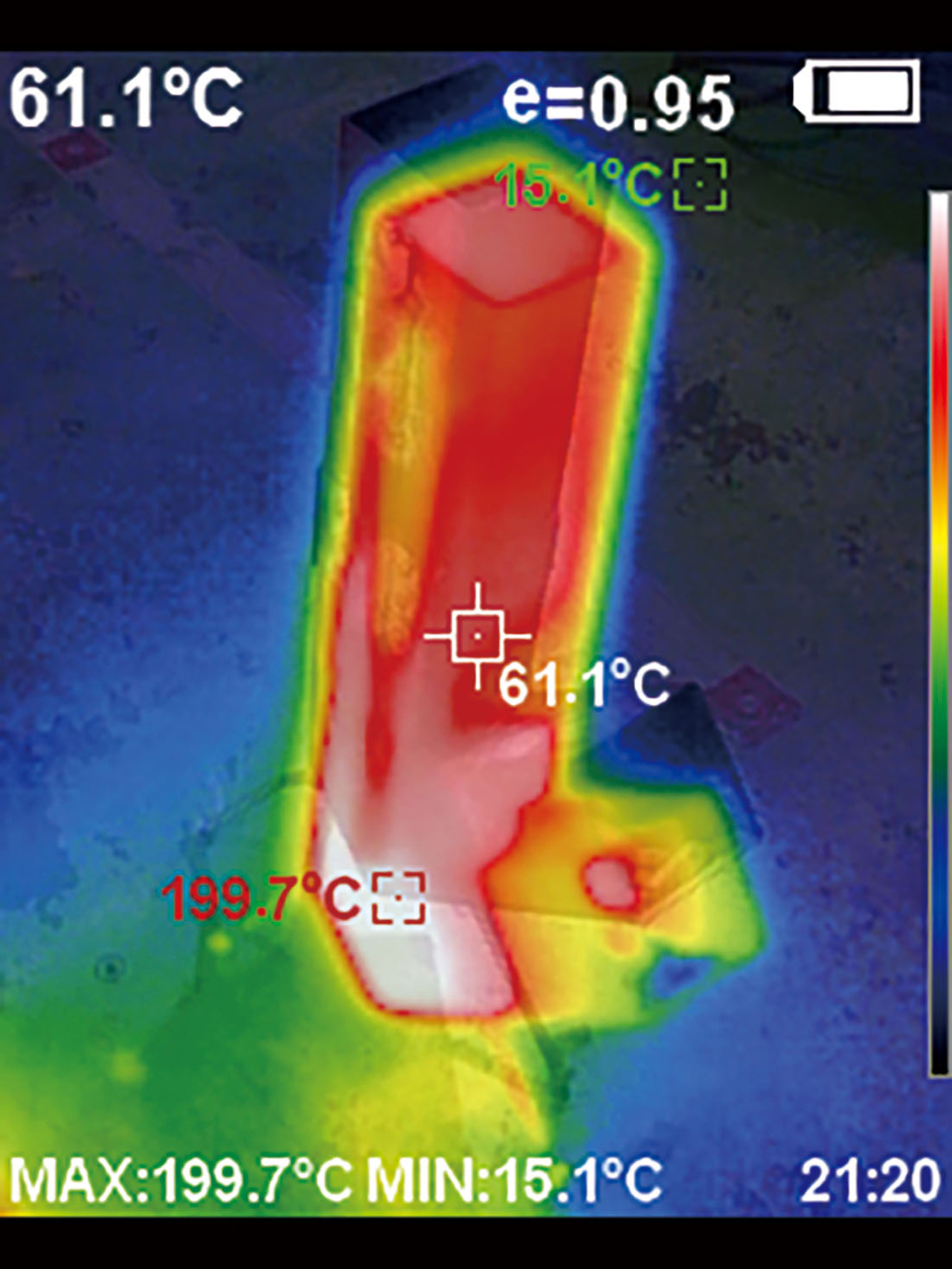 燃焼室温度も200℃弱と低い。
燃焼室温度も200℃弱と低い。 そして、薪の半分が燃え残した状態で4分30秒で自然消化。と、その差は歴然! 当初の目的は達成、大成功だ!
そして、薪の半分が燃え残した状態で4分30秒で自然消化。と、その差は歴然! 当初の目的は達成、大成功だ!