故障・修理
更新日:2020.12.03 / 掲載日:2020.12.03
The 溶接 DIYで楽しむ「鉄」工作10 被覆アーク溶接機の基本テク
溶接棒を垂直に保持できるようホルダーに挟み込む。ホルダーの持ち方にも注意!

ホルダーの接点部には溶接棒がはまり込む溝がある。

挟み込む時は溶接棒を垂直に保持しやすい角度となる溝に合わせる。

たとえば、水平面の溶接で斜めに挟むと肘が上がって作業しにくいため、90度となる溝に合わせる。

また、空いた手でトーチを軽く支えてブレを押さえる。
前後方向は垂直に、左右方向は後方に軽く傾ける
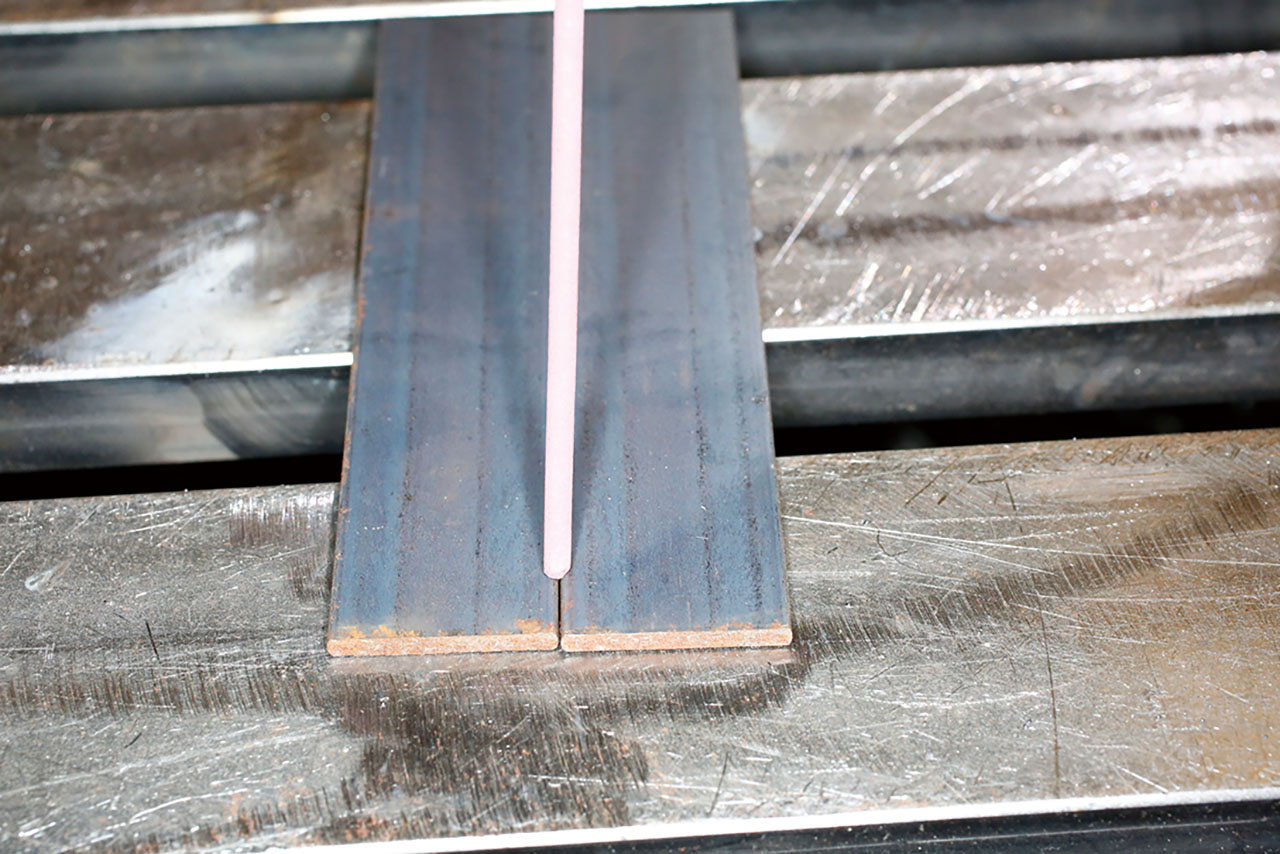
溶接棒は溶接面に相対して「前後方向」が90度の直角になるよう保持。
「左右方向」は進行方向側(右利きで左から右へと移動する「後進法」の場合)に70~80度傾ける。溶接作業時は常に、この状態を維持する。なお、被覆アーク溶接で「前進法」を行うと「スラグ」を巻き込んでしまうため、ホルダーの動かし方は「後進法」が基本となる。
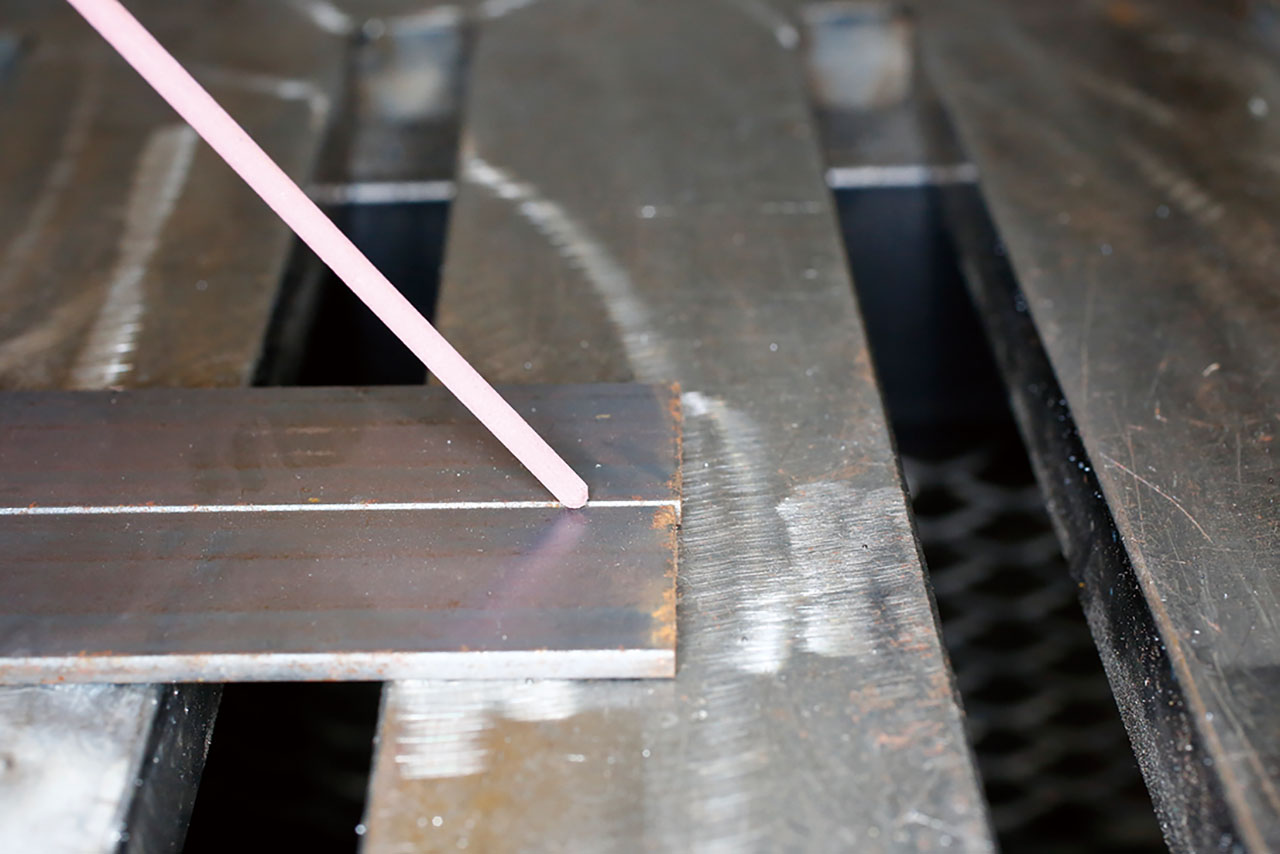
溶接棒の先端は部材に密着させる!
溶接時、溶接棒の先端は母材から一定のクリアランスを保持するものと考えがちだ。ところが、母材から離すとアークが長くなって穴があいてしまう。このため、溶接棒の先端は母材にピッタリ密着させる。溶け始めてしまえば芯線はフラックスのアーチの中に収まるので、傾けるときは一か所、母材に付けるようし、動かす時は溶接棒先端が溶接部に形成されたスラグに半分くらい被る状態を維持する。
付け合わせ面の両端を点付けして仮固定する

鉄は熱すると膨張するため、端からいきなり溶接し始めると熱で歪みが生じ、付け合わせ面の先が徐々に開いてしまう。このため、どんな時にもまず必ず点付けで仮留めする。

付け合わせる面が幅広い場合、このように開始点と終了点の両端を点付けする。
一定の幅で上下に降りつつ移動する

鱗が連続して重なっているように見えるビードは、溶接棒先端が形成されたスラグに半分くらい被る程度の間隔で、軽く上下に振りながら移動することで生まれる。

その際の振り幅は「板厚」が目安(3mm厚くらいまで)だ。
溶接棒の溶ける速度に合わせて腕を下げていく





「移動速度」は溶接棒先端が形成されたスラグに半分くらい被る状態を維持できる速度で移動する。言葉にするとこうなるが、イメージとしては溶接棒の保持角度を維持できる構えを崩すことなく、溶接棒が溶ける速度に合わせて腕を垂直に下ろしていくようにする。
溶接面をつけたままスラグを剥がす




被覆アーク溶接で形成されたビードの表層は大気を遮断する「スラグ」でビッシリ覆われているため、溶接後にハンマーで叩き割って除去する必要がある。ただし、溶接面を外した直視状態だと飛び散った「スラグ」のカスで目を痛める危険があるので注意! 除去作業は溶接面をしたままの状態で行うのが基本となる。スラグを落とすと溶接直後より一回り小さくなる。これが本当のビードの姿だ。