車検・点検・メンテナンス
更新日:2018.03.27 / 掲載日:2018.03.27
溶接&金属加工入門 ドリル刃研磨

作業目的や材質に応じたものに作り替えることも可能!
ドリルの刃は使用していると欠けたりエッジが鈍ることで切れ味が悪くなってくる。そんな状態になると材料への食い込みが悪くなるためブレて穴位置がズレたり歪んだり、キーと異音を発しつつ摩擦熱で焼けて材料が焦げるだけで穴が開かないなどの不具合を生じることに。つまり、使い物にならなくなる。
このような時、一般にドリルを新品に交換するが、プロは研磨して再利用しているのだ。また、ドリルの刃先の形状は目的や穴を開ける材質に応じて異なり、研磨スキルがあれば鉄鋼用以外に作り替えることも可能となる。そこで、基本的な研磨手順を指導してもらうと共に、難易度の高い他の用途向けに作り替えたドリルを見せてもらうことにした。
なお、このドリル研磨、言葉では微妙なニュアンスが伝えきれないため体験イベントとして「ドリル研磨講座」の開設も検討しているとのこと。興味を持ったなら問い合わせてみるとよい。反響次第では実現に近づくからだ。
ドリル刃の基本的な研磨手順
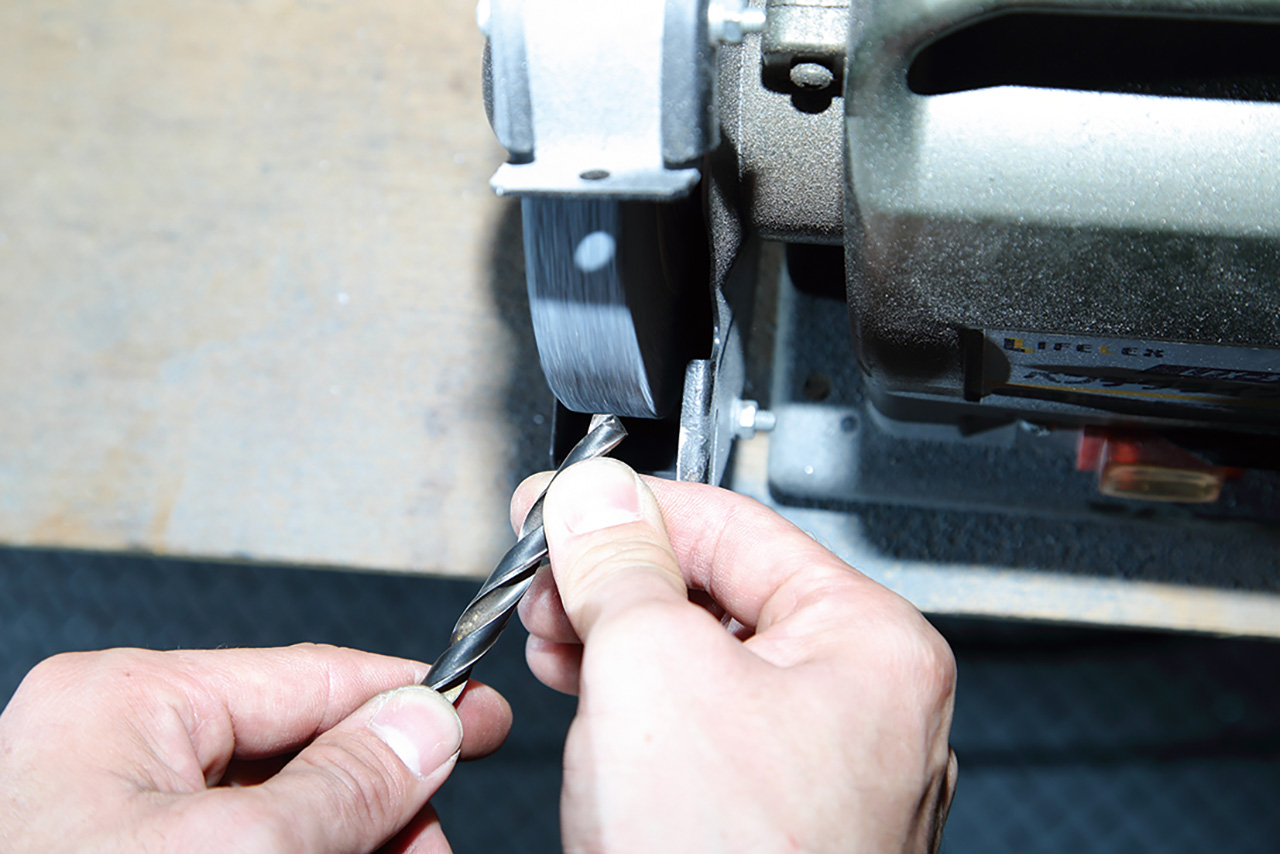 右手の親指の先で切れ刃の後方の溝を支えるように持ち、切れ刃が砥石に平行に接するよう左手で支える。
右手の親指の先で切れ刃の後方の溝を支えるように持ち、切れ刃が砥石に平行に接するよう左手で支える。 ドリルを下から支えている右手人差し指を回転砥石正面のツールレストに載せるようにして位置を固定。
ドリルを下から支えている右手人差し指を回転砥石正面のツールレストに載せるようにして位置を固定。 この際、ドリルが砥石の中心線より下に位置するよう高さを調整する。
この際、ドリルが砥石の中心線より下に位置するよう高さを調整する。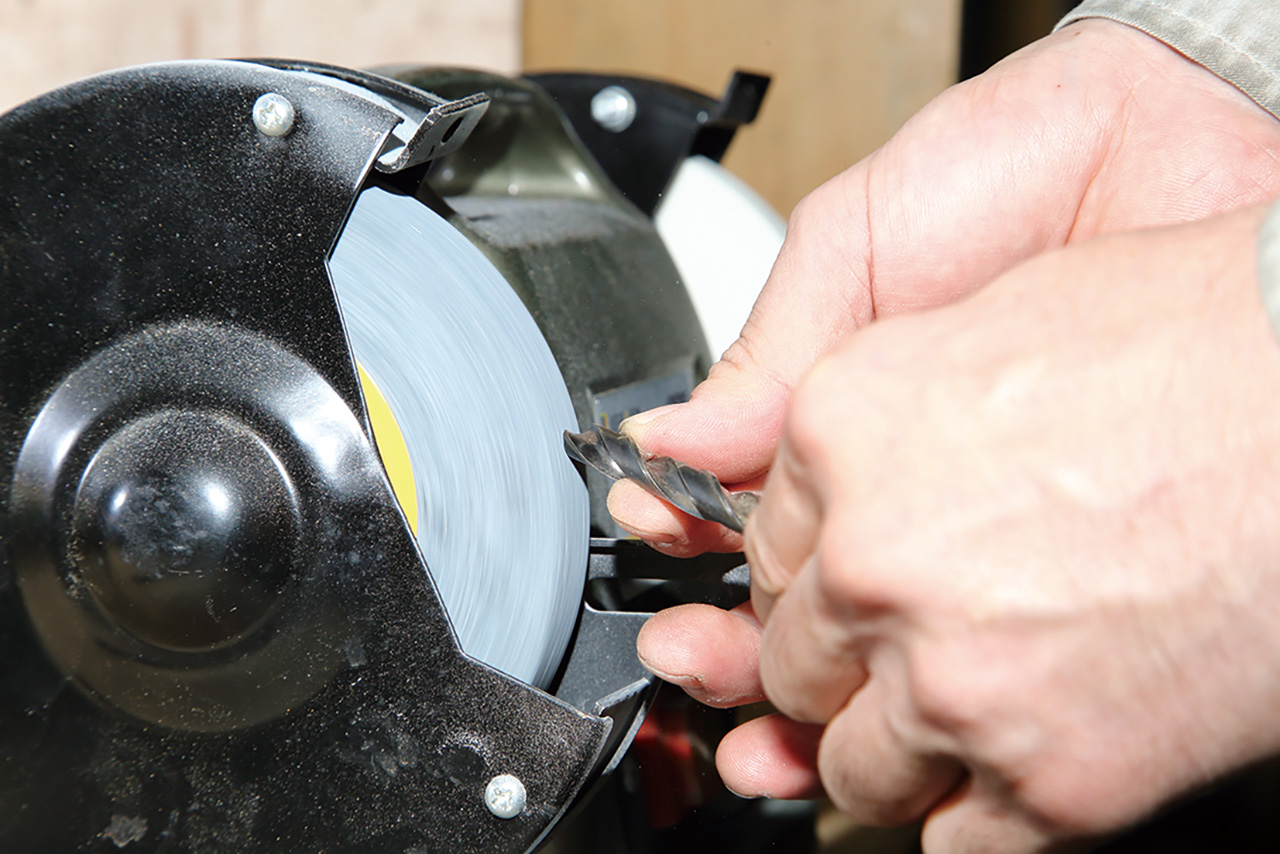 刃先を砥石に軽く当てる。
刃先を砥石に軽く当てる。 右回しにねじりつつ右上方に刃先を捻り上げる感じ(円錐状)に研磨する。
右回しにねじりつつ右上方に刃先を捻り上げる感じ(円錐状)に研磨する。 そして、このように刃先に傾斜角をつける。
そして、このように刃先に傾斜角をつける。 片面を研いだら右手は保持姿勢で固定したまま親指を支点にして、左手でドリルを180度回転させることで対面の切れ刃に切り替え、同様に研磨する。
片面を研いだら右手は保持姿勢で固定したまま親指を支点にして、左手でドリルを180度回転させることで対面の切れ刃に切り替え、同様に研磨する。 ただし、肩( 6 参照)が同じ高さになるよう研磨することが大切だ。
ただし、肩( 6 参照)が同じ高さになるよう研磨することが大切だ。 これで新品時の切れ味が復活する。
これで新品時の切れ味が復活する。下穴不要で大径穴も一発で開けられる「シニング加工」
一般に売られているドリル刃は太くなるにほど切れ刃の交差部(チゼルエッジ)の厚みが増し、センタリングがしにくくなる。このため、8 ~10mm以上は下穴を開けるのが基本だ。そのような手間不要の、下穴なしで一発で開けられる加工が「シニング」。加工済みのドリルも市販されており手加工も可能だ。が、刃裏を削り込んでチゼルエッジの心厚を小さくしつつ切り刃を付けるように研ぐと、難易度は格段に高まる。
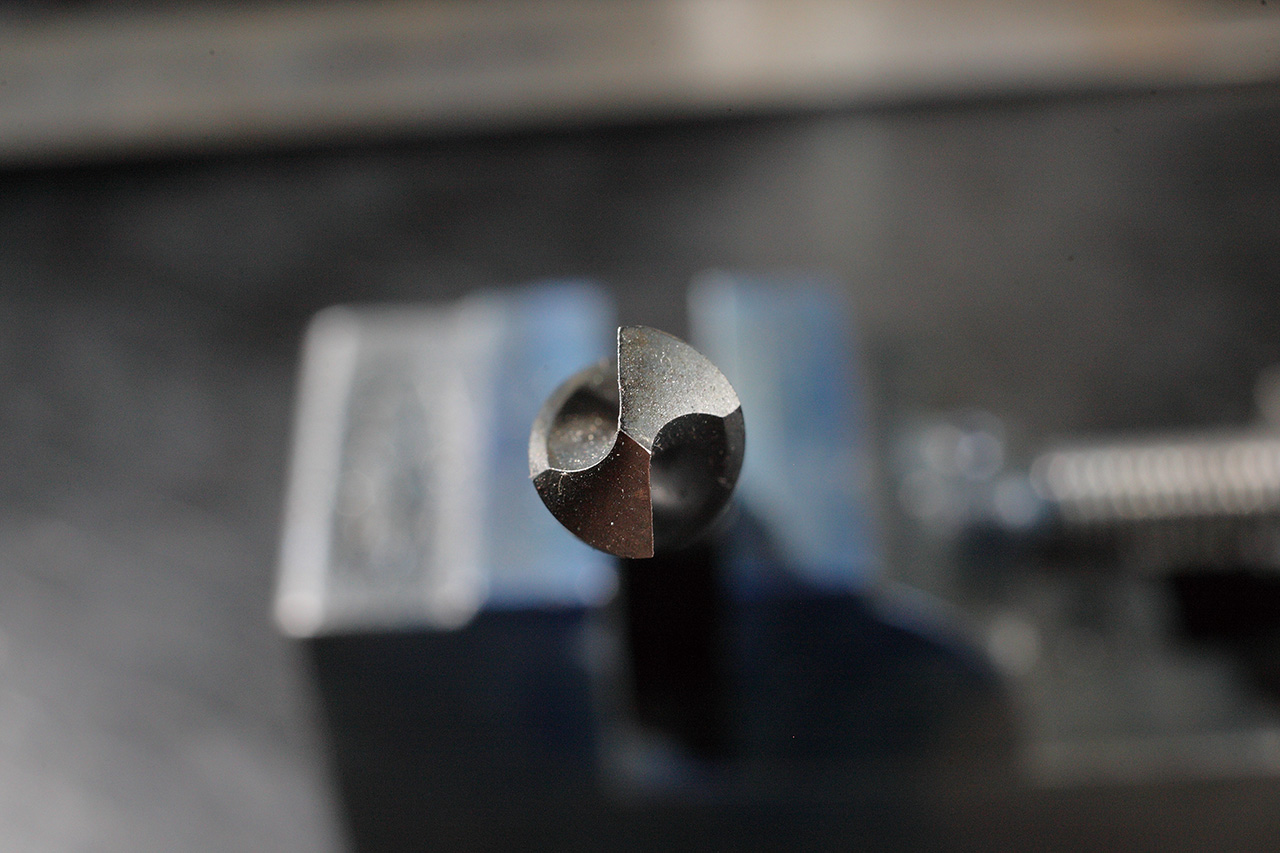 未加工(一般品)
未加工(一般品) 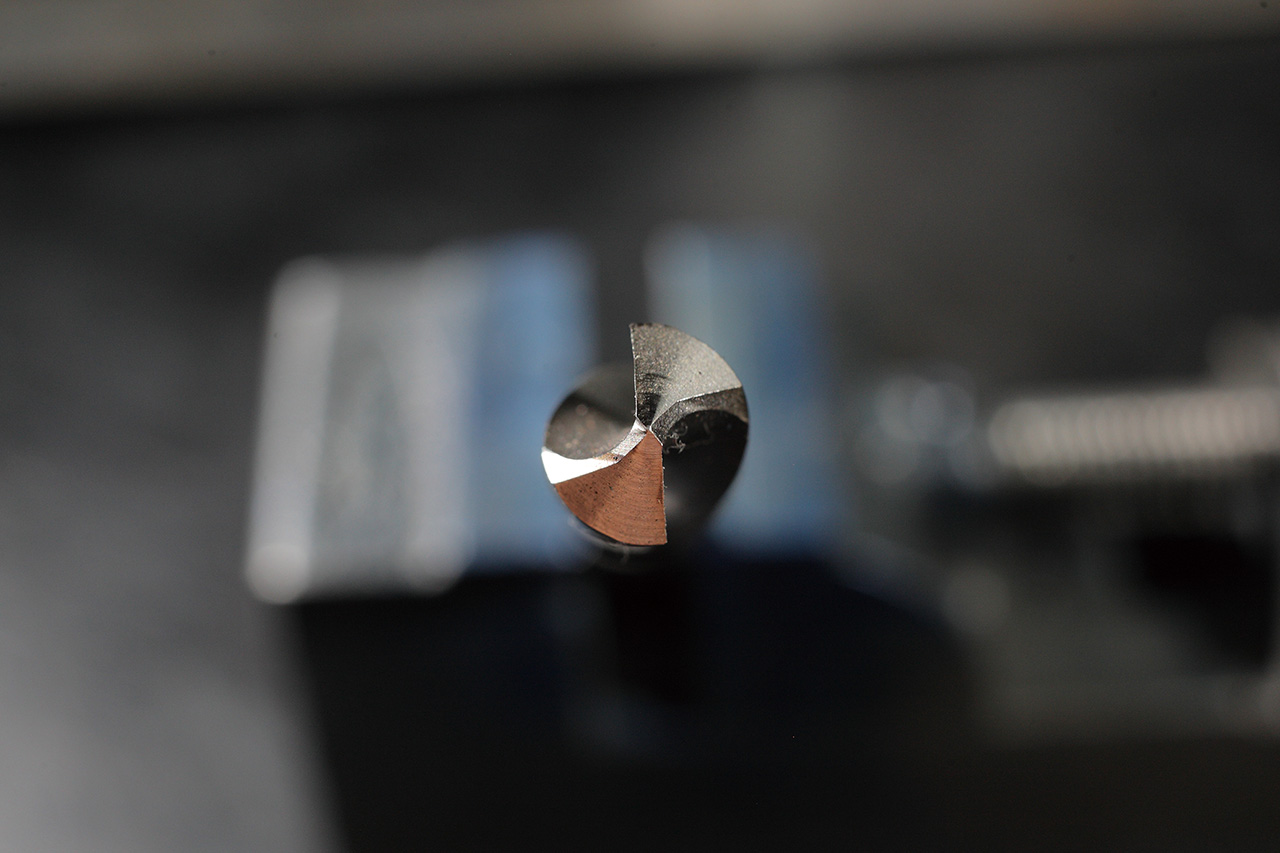 機械加工品
機械加工品 手研磨品
手研磨品座繰り用加工

六角ボルトの筒状の頭を、固定穴位置にスッポリ埋没できるよう材料のねじ穴を広げつつ底部を平らに削り込む加工。これが「座繰り」で、この作業に特化したドリル刃形状がこれ。これも手研磨品で、このようにドリル先端をほぼ平らに削り込む。

面取り用加工

ドリルで開けた穴の末端に生じたバリを削ったり、皿ねじの頭部を収める「沈め穴加工」といった面取り加工を目的とした研磨形状で、写真のように先端角を90度に仕上げる。また、写真のものはシニング加工もされているため小サイズの穴の面取りにも対応する。

樹脂用加工


樹脂に鉄鋼用ドリルで穴を開けると、刃先が必要以上に食い込むため、割れや穴歪みを生じやすくなる。つまり、食い込みを弱くすればよいわけで、上のように切り刃のエッジを垂直に落として食い込みにくくする。これによりきれいに開けられるようになる。
提供元:オートメカニック