故障・修理
更新日:2019.11.29 / 掲載日:2019.11.29
DIYスキルを向上させよう! 旋盤入門塾【2】


直径の異なるパイプをスムーズに接続できる!
部材を真っすぐ削り込むだけが旋盤の働きではない。任意の角度に斜めに削ることも可能で、この機能を利用すれば「テーパー加工」を行うことができるのだ。
そこで、この機能を利用して、DIYで役に立つツールをひとつ作ってみることにした。パイプの末端をテーパー状に広げるパイプ加工工具で、丸棒材の先端をテーパー加工して尖らせるだけと、構造はきわめて単純で、油圧プレスと対で利用する。
とはいえ、パイプ端をテーパーに広げてどうするのか? 直径の異なるパイプをスムーズに接続できるようになり、たとえばマフラー製作で威力を発揮する。そう「俺バイク」のパーツ製作予定のひとつ自作マフラー。これの製作時に利用する予定でいる。どんな作品となるのか、乞うご期待!
任意の角度に斜めに削る「テーパー加工」を行うことができる!
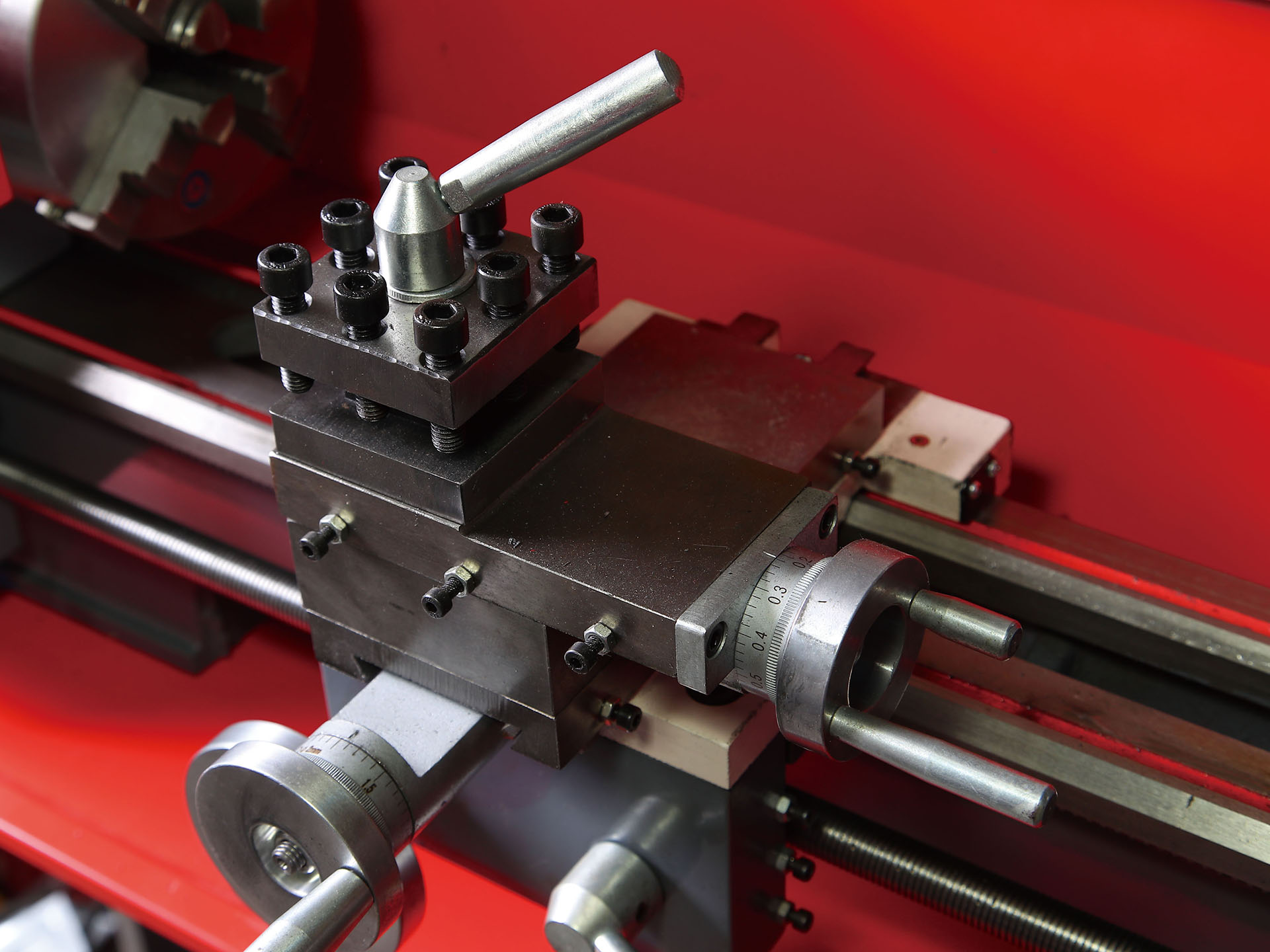 「刃物台」が取り付けられている「横送り台」は回転可能で、任意の角度に曲げた状態で「刃物台」のみ前後させられる。この機能を利用することで「テーパー加工」が行える。
「刃物台」が取り付けられている「横送り台」は回転可能で、任意の角度に曲げた状態で「刃物台」のみ前後させられる。この機能を利用することで「テーパー加工」が行える。 この旋盤の場合、「複式刃物台送りハンドル」を回して「横送り台」を目一杯ズラすと固定ボルトが現れる。
この旋盤の場合、「複式刃物台送りハンドル」を回して「横送り台」を目一杯ズラすと固定ボルトが現れる。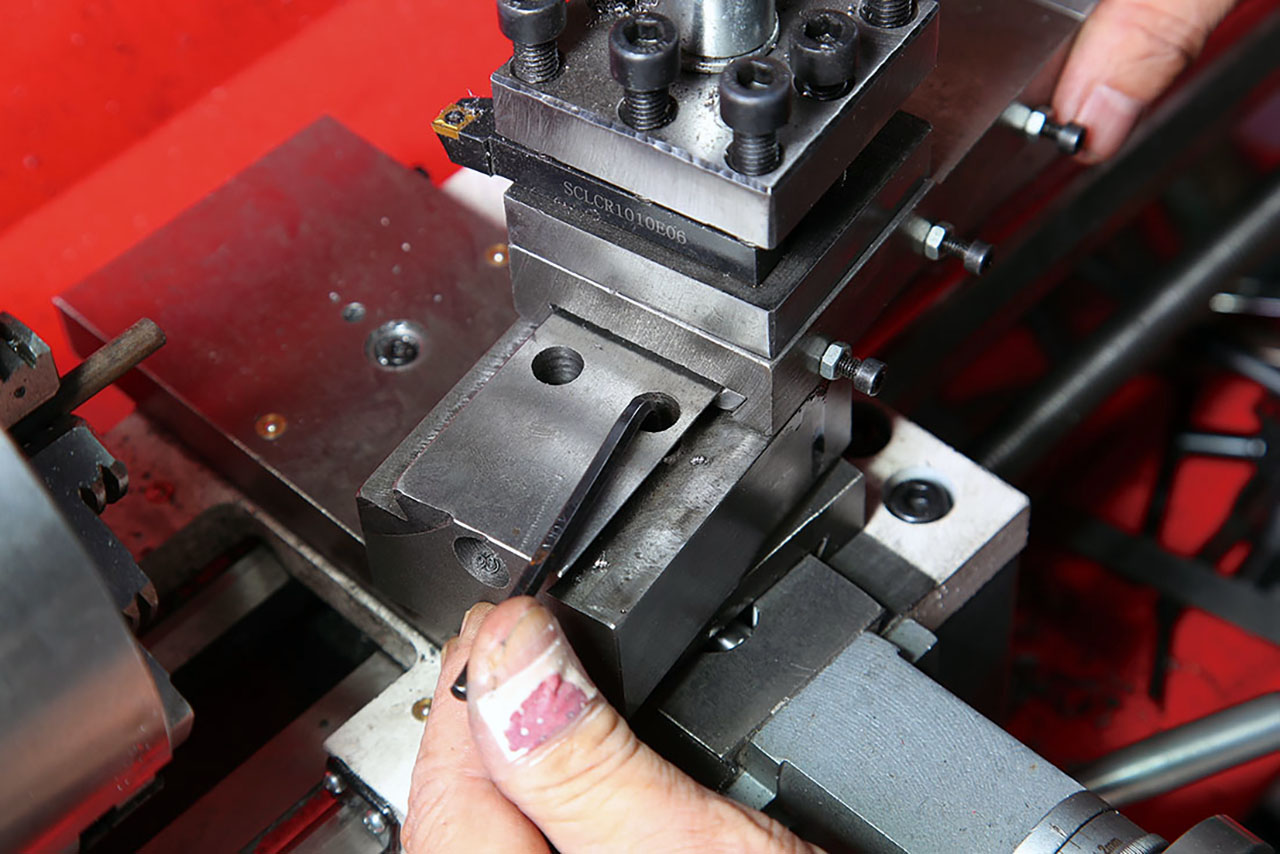 これを緩めれば回転させられる。
これを緩めれば回転させられる。部材をセットし、まずは面取り!
 材料は鋼材の丸棒材で、加工するパイプ径より直径の太いものを用意する。
材料は鋼材の丸棒材で、加工するパイプ径より直径の太いものを用意する。 材料は軟鋼の直径40mm。これを回転数を求める計算式に当てはめると8000÷40=200。主軸の回転数を200回転に設定する。
材料は軟鋼の直径40mm。これを回転数を求める計算式に当てはめると8000÷40=200。主軸の回転数を200回転に設定する。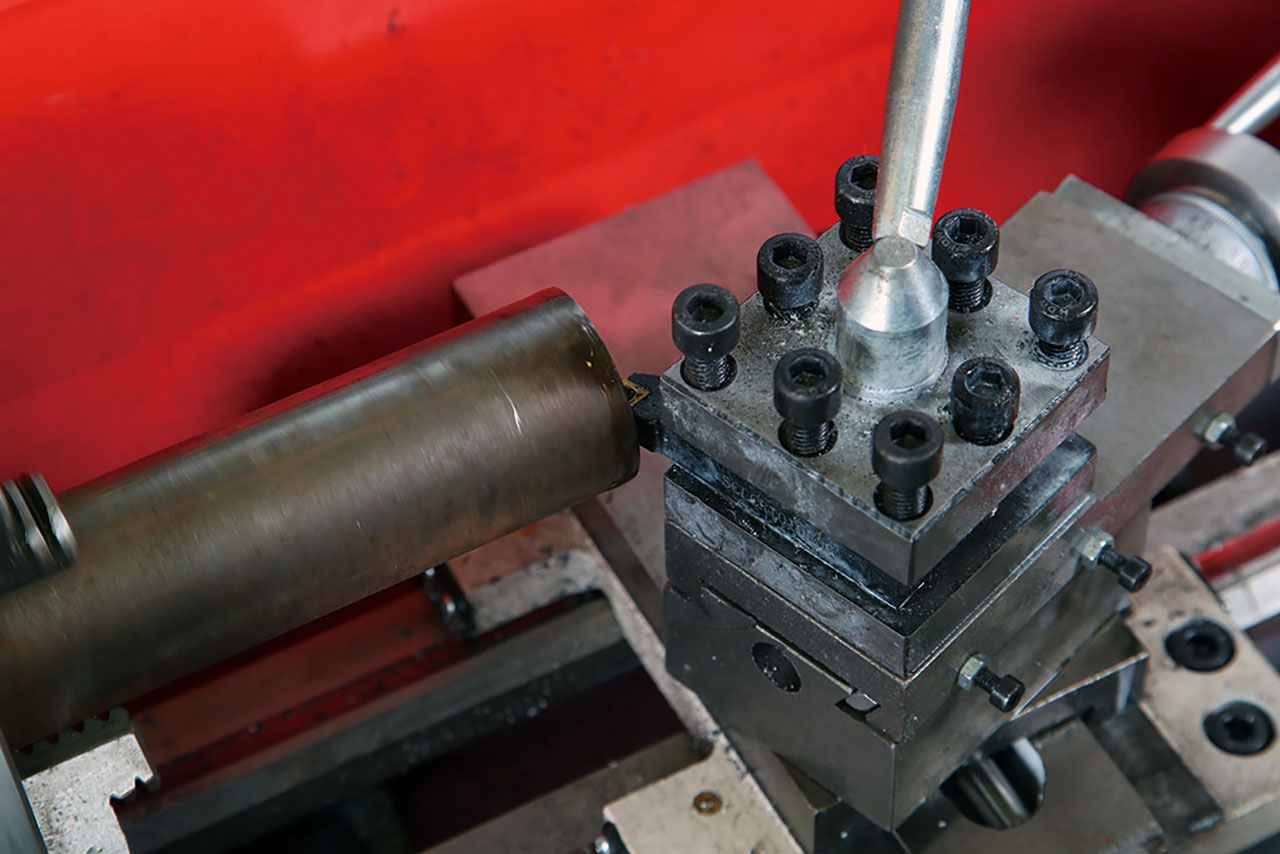 丸棒材を3爪チャックに固定。刃物台に片刃バイトを組み付け、刃先が材料に軽く斜めに接する角度に刃物台を回して固定。
丸棒材を3爪チャックに固定。刃物台に片刃バイトを組み付け、刃先が材料に軽く斜めに接する角度に刃物台を回して固定。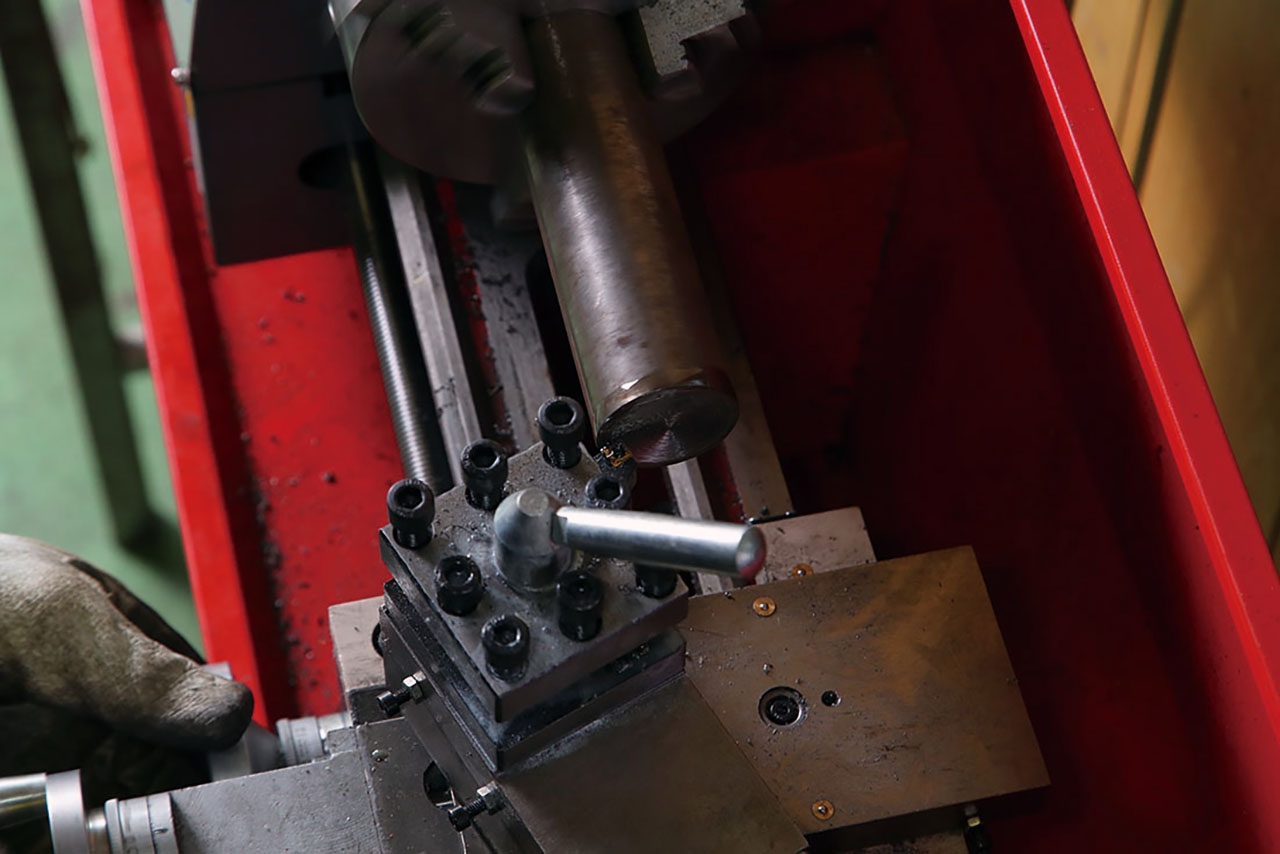 材料端面に切削油をスプレー。
材料端面に切削油をスプレー。 端面の面出しを行う。
端面の面出しを行う。複式刃物台を回転させて、求めるテーパー角の角度に合わせる
 横送り台をズラして固定ボルトを緩め、センターラインに対し任意の角度(今回は7度)にセットする。この状態で複式刃物台送りハンドルを操作することで、刃物台を斜めに移動させることができる。
横送り台をズラして固定ボルトを緩め、センターラインに対し任意の角度(今回は7度)にセットする。この状態で複式刃物台送りハンドルを操作することで、刃物台を斜めに移動させることができる。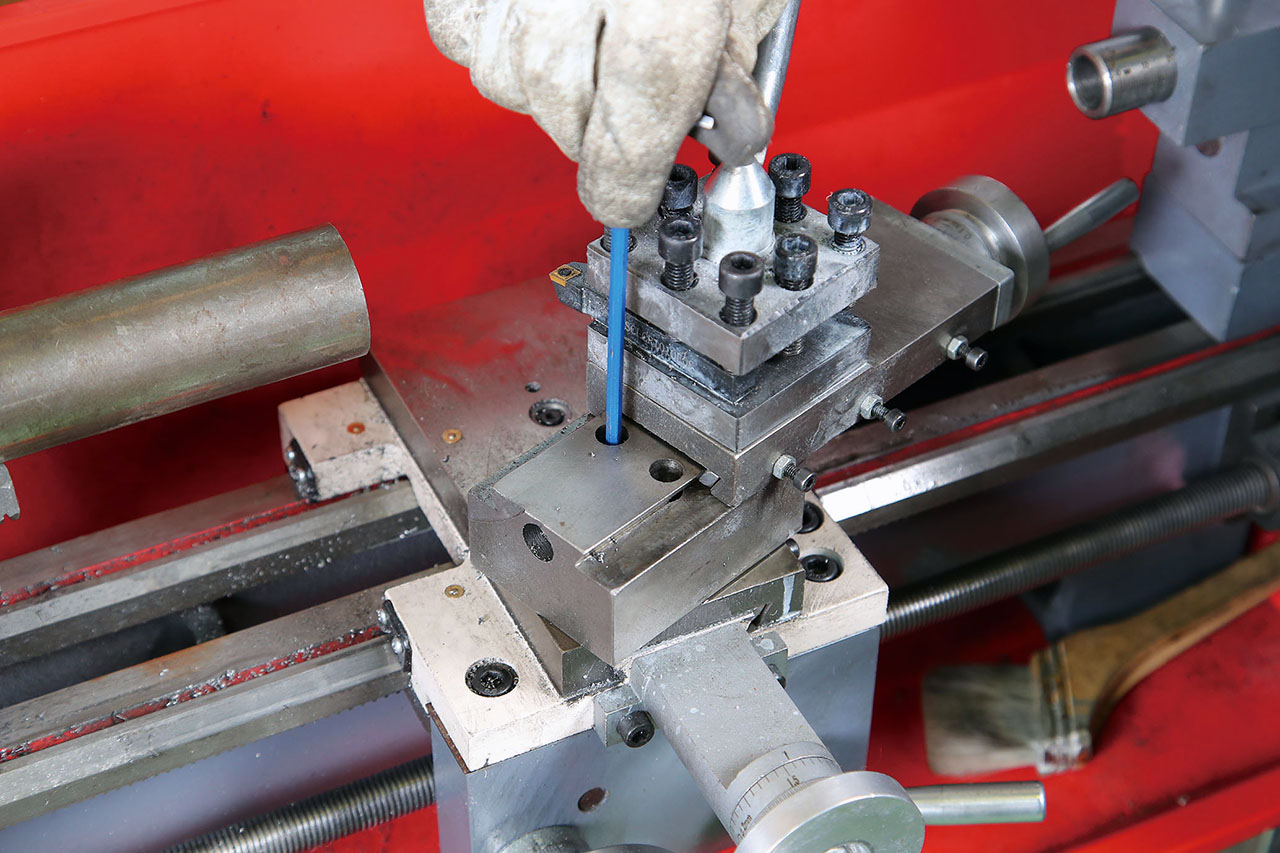 固定ボルトを締め込み、キッチリ固定する。
固定ボルトを締め込み、キッチリ固定する。刃先と接する位置から3~4目盛り送り、複式刃物台送りハンドルを操作して削り込む
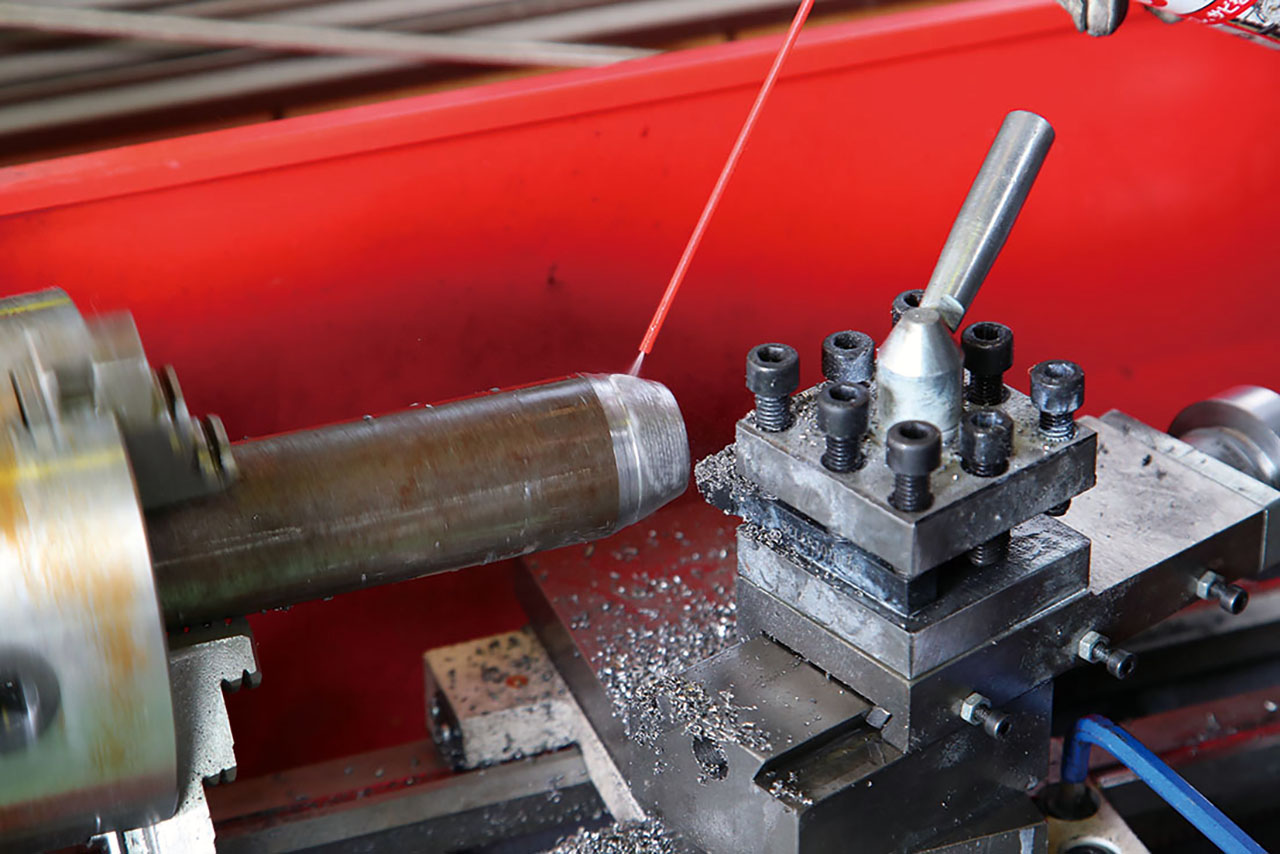
 複式刃物台を定位置に戻し、往復台送りハンドルを回してバイト刃先を材料端面の手前まで移動。主軸を回転させる。
複式刃物台を定位置に戻し、往復台送りハンドルを回してバイト刃先を材料端面の手前まで移動。主軸を回転させる。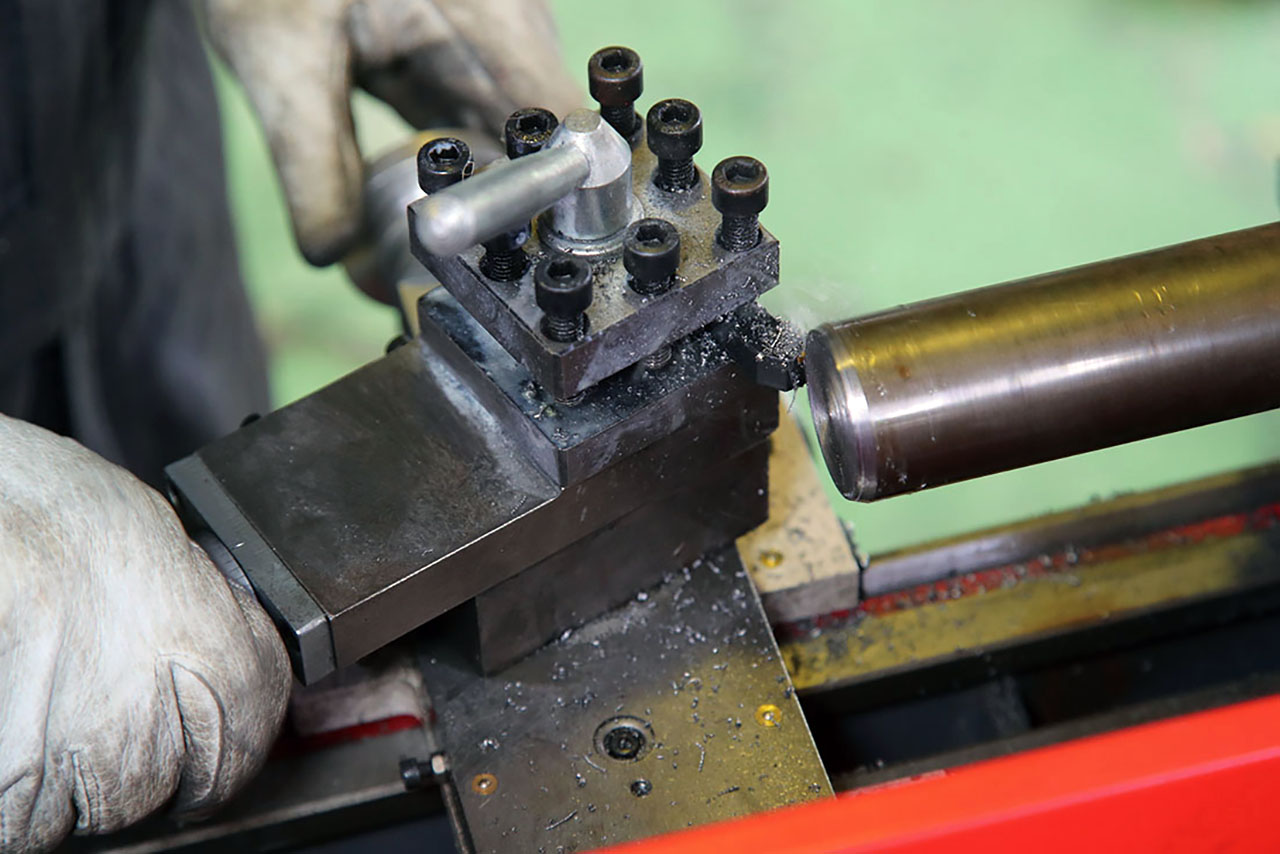 横送り台送りハンドルをゲージ3~4目盛り送る。
横送り台送りハンドルをゲージ3~4目盛り送る。 複式刃物台送りハンドルを操作して複式刃物台をゆっくり前進させる。
複式刃物台送りハンドルを操作して複式刃物台をゆっくり前進させる。端まで削ったら刃先が外れるまで確実に戻し、3~4目盛り送って削る
 端まで削れたら複式刃物台送りハンドルを逆回し、バイトの刃先が材料端面から離れるまで複式刃物台を後進させる。
端まで削れたら複式刃物台送りハンドルを逆回し、バイトの刃先が材料端面から離れるまで複式刃物台を後進させる。 送り台送りハンドルをゲージ3~4目盛り送る。
送り台送りハンドルをゲージ3~4目盛り送る。 複式刃物台をゆっくり前進させる。
複式刃物台をゆっくり前進させる。3~4目盛り送って削るを繰り返して、望みの形状まで削り込む
 横送り台送りハンドルをゲージ3~4目盛り送って複式刃物台を前後させる。
横送り台送りハンドルをゲージ3~4目盛り送って複式刃物台を前後させる。 これを切削面に切削油をスプレーしながら繰り返すことで、任意の形状になるまで削り込む。
これを切削面に切削油をスプレーしながら繰り返すことで、任意の形状になるまで削り込む。 なお、今回製作する「パイプ加工工具」は、先端が直径20mm前後になるまで削り込む。
なお、今回製作する「パイプ加工工具」は、先端が直径20mm前後になるまで削り込む。底部を10mmほどの残して余りをカットし完成!
 テーパーが広がっている側が底面で、未加工の面を10mmほど残して余りはカットする。カット面を印し、高速カッターにセットして切断。
テーパーが広がっている側が底面で、未加工の面を10mmほど残して余りはカットする。カット面を印し、高速カッターにセットして切断。 ディスクグラインダーに「研磨布ディスク」を組み付ける。
ディスクグラインダーに「研磨布ディスク」を組み付ける。 切断面に残ったバリを削り落としつつエッジを丸めて完成! 利用する時は油圧プレスにセット。広げるパイプをはめて圧力を掛ける。
切断面に残ったバリを削り落としつつエッジを丸めて完成! 利用する時は油圧プレスにセット。広げるパイプをはめて圧力を掛ける。接続するパイプをはめて、どこまで押し広げるかマーキングする
 「パイプ加工工具」に接続する太いパイプを、押し込めなくなるまではめ込み、その際のパイプ末端位置をマーキングする。
「パイプ加工工具」に接続する太いパイプを、押し込めなくなるまではめ込み、その際のパイプ末端位置をマーキングする。 これが接続する細パイプ末端を、どこまで広げるかの目印となる。
これが接続する細パイプ末端を、どこまで広げるかの目印となる。先端がマーキングに達するまでゆっくり押し下げる
 作業プレートをセットして油圧ピストンの真下に「パイプ加工工具」を置く。
作業プレートをセットして油圧ピストンの真下に「パイプ加工工具」を置く。 加工するパイプを重ねる。
加工するパイプを重ねる。 リリーフバルブを締め込んでピストンロッドを降下させパイプ上面に真っすぐ密着。
リリーフバルブを締め込んでピストンロッドを降下させパイプ上面に真っすぐ密着。 垂直に立っていることを確認。
垂直に立っていることを確認。 パイプ先端がマーキングに達するまで圧力を掛ける。
パイプ先端がマーキングに達するまで圧力を掛ける。 加工したパイプがステンレス巻きパイプだったため、表層の固いステンレス層がペキペキと割れて剥がれてしまった。
加工したパイプがステンレス巻きパイプだったため、表層の固いステンレス層がペキペキと割れて剥がれてしまった。 パイプ本体は問題なく広がっている。
パイプ本体は問題なく広がっている。 太いパイプへも隙間なく密着。これで太さの異なるパイプ同士を無理なく接続することができる。
太いパイプへも隙間なく密着。これで太さの異なるパイプ同士を無理なく接続することができる。