故障・修理
更新日:2019.12.18 / 掲載日:2019.12.18
ダイヤルゲージとシリンダゲージの測定方法とは

シャフトの曲がりや振れといったダイナミック(動的)な測定を行う時に用いる測定器。それが「ダイヤルゲージ」で、これに「シリンダゲージ」を組み合わせれば奥行きのある穴の内径を精密に測定することも可能となる。ここでは、ダイヤルゲージとシリンダゲージの測定方法について解説する。
日常の整備ではノギスでほぼ事足りるがダイヤルゲージとシリンダゲージの想定方法も理解しておこう
「車のノギスとマイクロメーターの使い方とは」で取り上げた「ノギス」や「マイクロメーター」は、長さやギッャプといったスタティック(静的)の測定を行う測定器だった。
日常の整備では計測が必要になったとしてもノギスが一本あればほぼ事足りるため、中級レベルのスキルの持ち主でも滅多に手にすることはない。が、足回りやエンジンOHといった重整備を行う時には必要となってくる。
また、「ノギス」では計測不可能な狭い隙間も「シクネスゲージ」や「プラスチゲージ」と呼ばれる測定器を利用すれば容易に測定できる。後者に関してはエンジンOH以外の整備で必要となることはないが、前者の「シクネスゲージ」に関しては日常整備でもよく利用するため、持っておくべき測定機器の一つにも挙げられる。
今は持っていない、あるいはスキル的に不要な器具だとしても、いずれ利用せざるを得ない状況に遭遇しないとも限らない。そんな時に慌てることがないよう、ダイヤルゲージとシリンダゲージの基本的な扱い方、測定方法くらいは最低限、理解しておきたい。
ダイヤルゲージとは?ダイヤルゲージの測定方法を解説!
 ダイヤルゲージ使用時はスピンドルが滑らかに上下するか確認することが大切で、注油は御法度!、動きが悪い時は洗浄液に漬けて出し入れする。
ダイヤルゲージ使用時はスピンドルが滑らかに上下するか確認することが大切で、注油は御法度!、動きが悪い時は洗浄液に漬けて出し入れする。 ダイヤルゲージの目盛板の1目盛は1/100mm。つまり、0.01mmで、測定子が1mm動くと長針が1回転する構造になっている。
ダイヤルゲージの目盛板の1目盛は1/100mm。つまり、0.01mmで、測定子が1mm動くと長針が1回転する構造になっている。上の写真は最も一般的なスピンドル式ダイヤルゲージで、スピンドルの上下動をラックギヤとピニオンギヤで回転運動に変換・拡大し、指針によって測定値を示す構造になっている。最小目盛は1/100mm。つまり、0.01mmで、測定子が1mm動くと指針が1回転する。
また、目盛板は外枠と共に回転し、指針のゼロ位置を任意に設定できるようになっている。これにより設置した任意の位置から何mm、変動したか確認することができる。
なお、ダイヤルゲージはノギスやマイクロメーターのように単体で使用することはできず、これ単体ではほとんど役に立たない。測定時は本体が動かないよう固定する必要があるからで、裏蓋の取り付け軸(穴)やスピンドルで保持する固定器具が別途、必要となる。
■ダイヤルゲージ使用時は別途、保持器具を用意する必要がある

1、ダイヤルゲージはダイヤルゲージは固定器具とセットでの利用が原則。その固定器具として最も一般的に使われているのが、写真の「マグネットスタンド」。2と3、台座の正面につまみがあり、これと連動して上下する強力な磁石が内蔵されていて、鉄板面に設置してつまみをONにすると磁力が働いて固定(吸着)される構造になっている。
■カムシャフトをゆっくり1回転させて、ダイヤルゲージで最大振幅量を読み取る

1、シャフトの振れを確認する時は支点として「Vブロック」の同サイズ品を、2個1組で利用する。
2、カムシャフト両端のジャーナル部を支点としてVブロックにセット。側面にマグネットスタンドを固定し、測定子が軽く押し込まれた状態でセンタージャーナルに接するよう取り付け角度を調整する。
3、表示盤の外枠を回転させて0点を指針に一旦、合わせる。
4と5、カムシャフトをゆっくりと回転させ、指針が最も左に触れた位置で止め、再度外枠を回転させて0点を指針に合わせる。
6、カムシャフトをゆっくりと1回転させて、ダイヤルゲージで最大振幅量を読み取る。ただし、カムシャフトの曲がりはダイヤルゲージが示した読み(振れ)を1/2した値で判定する。

■シリンダゲージとは?シリンダゲージの測定方法を解説!

シリンダゲージは、ダイヤルゲージと組み合わせることでシリンダーボアなどの奥行きのある穴の内径を精密に測定することができる測定器だ。
左右に伸縮する測定子の動きをカム機構によって1対1で直角変換して外筒内の押棒へと伝え、外筒頭部に取り付けたダイヤルゲージの測定子を押し上げる構造になっており、計測値はダイヤルゲージの変位で読み取る。測定部のサイズは数種類の替えロッドと替えワッシャーによる調整式で、測定物の内径に合わせてその都度セットする必要がある。
また、測定時は内径の基準値にセットしたマイクロメーターをマスターゲージとして0点合わせを行い、そこからの変動値を読み取ることになる。
つまり、計測部に単純にはめ込むだけで測れるというものではなく、計測値も基準値をベースに測定で得られた変動値を加算して得る必要がある。たとえば、基準径を53.00mmと仮定して、ゲージの指針が0点より時計方向に0.04mmあったとする。この場合、内径は0点(53.00mm)より0.04mm狭いことを表し53.00一0.04=52.96という式が成立ち、内径は52.96mmとなる。一方、指針が反時計方向に0.04mmあったらこの逆で、53.00mmに0.04mmを加えた53.04mmが求める測定値となるのだ。
測定物の基準値にセッティングする
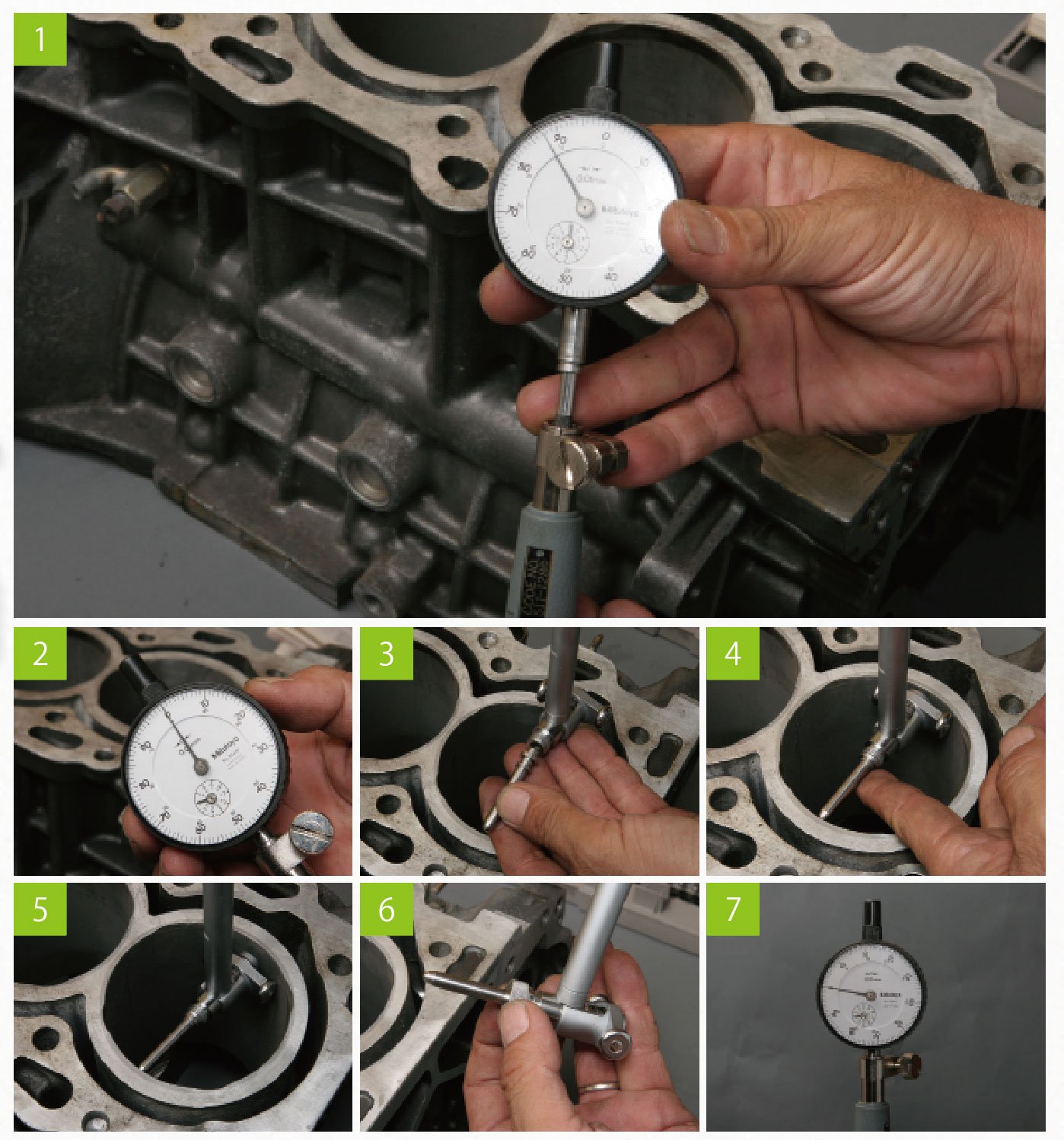
1と2、ダイヤルゲージの文字板が測定子に対して直角または水平になるようシリンダゲージに取り付け、軽く押し込んで長針が1回転したところで固定ネジを締めて固定する。3と4、測定するシリンダーボアをノギスで計測し、その値に適合する替えロッドと替えワッシャーを選択して組み付ける。5と6、たとえば被測定物の内径が53mmなら50mmのロッドと3mmのワッシャーを選択。収まることを確認してから、替えロッド取り付けネジを締め付けて固定する。7、マイクロメーターを測定物の基準径にセットして替えロッドと測定子の間に挿入し、目盛板を回して指針と0点を合わせる。この際、替えロッド側を固定して測定子側をマイクロメーター測定部の中心付近で動かし、指針が時計方向いっぱいにきた時の位置を求めるようにする。また、短針の位置をおぼえておくことが肝心だ。
スラスト方向とクランクの軸方向の計6か所をシリンダゲージで計測する

シリンダーは燃焼時にピストンやピストンリングが高温・高圧を受ける「上部付近」と、爆発圧力によってピストンにかかる側圧を受ける「スラスト側」が大きく摩耗するという偏った減り方を示す。このため、測定時はシリンダーの上部/中間/下部を、それぞれピストンのスラスト方向とクランクの軸方向の計6か所を計測。、各最大内径から最小内径を差し引いた摩耗量を求めることで、良否(0.20mm以上ならボーリングを行う必要がある)の判断を下す。
■シリンダゲージを斜めに挿入し、徐々に垂直方向へ動かしていく

1と2、シリンダーには斜めに挿入し、徐々に垂直方向へ動かしていくと指針が時計方向に回るが、ある点を過ぎると反時計方向へと回り始める。3、その回転方向の変わり目が直径点(測定位置)だ。0点よりどれだけ振れるか読み取ると同時に計測はここを基点に行う。なお、長針が0点に達した際、短針の位置も0点にあることを必ず確認する。もしも大きくズレていた場合、セッティングの誤りが考えられるからで替えロッドの選定からやり直す必要がある。