故障・修理
更新日:2019.11.29 / 掲載日:2019.11.29
DIYスキルを向上させよう! 旋盤入門塾【3-2】
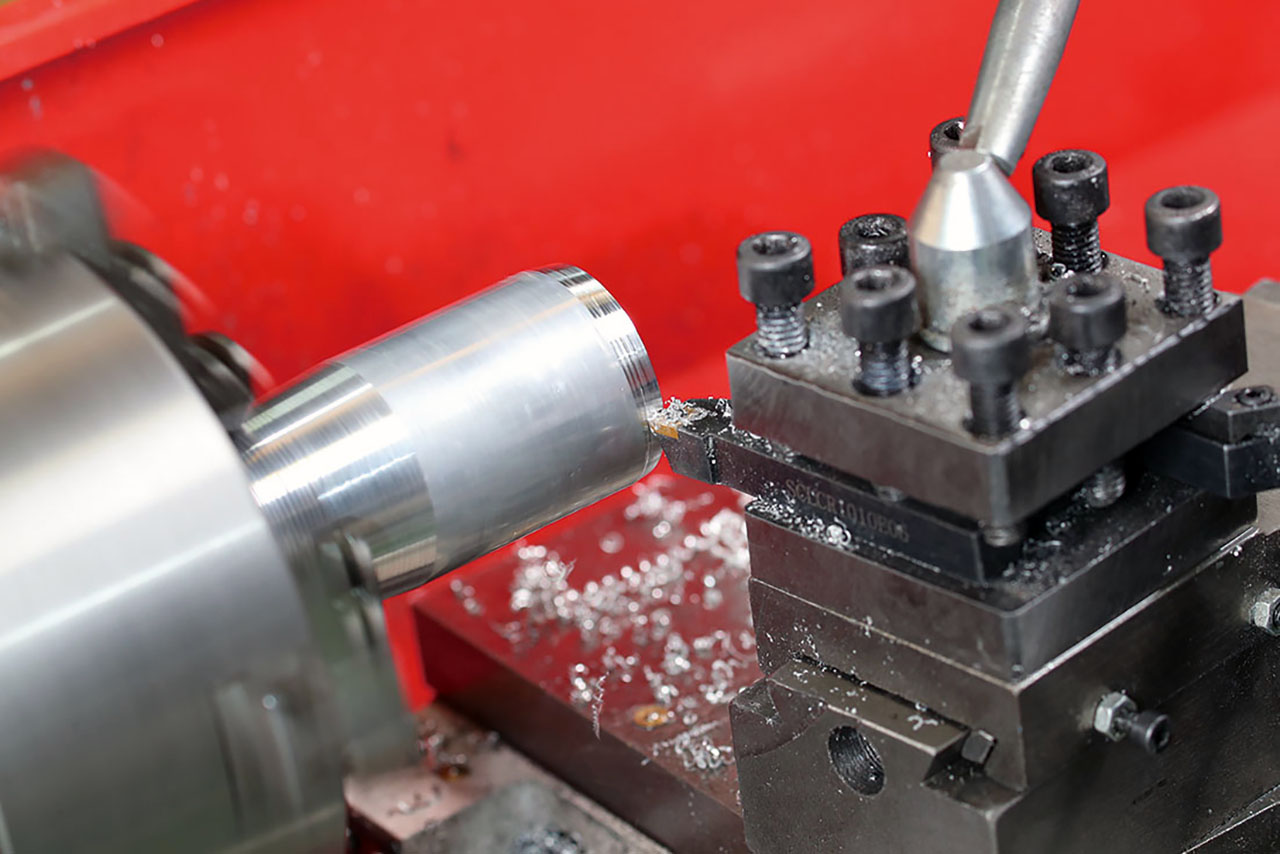
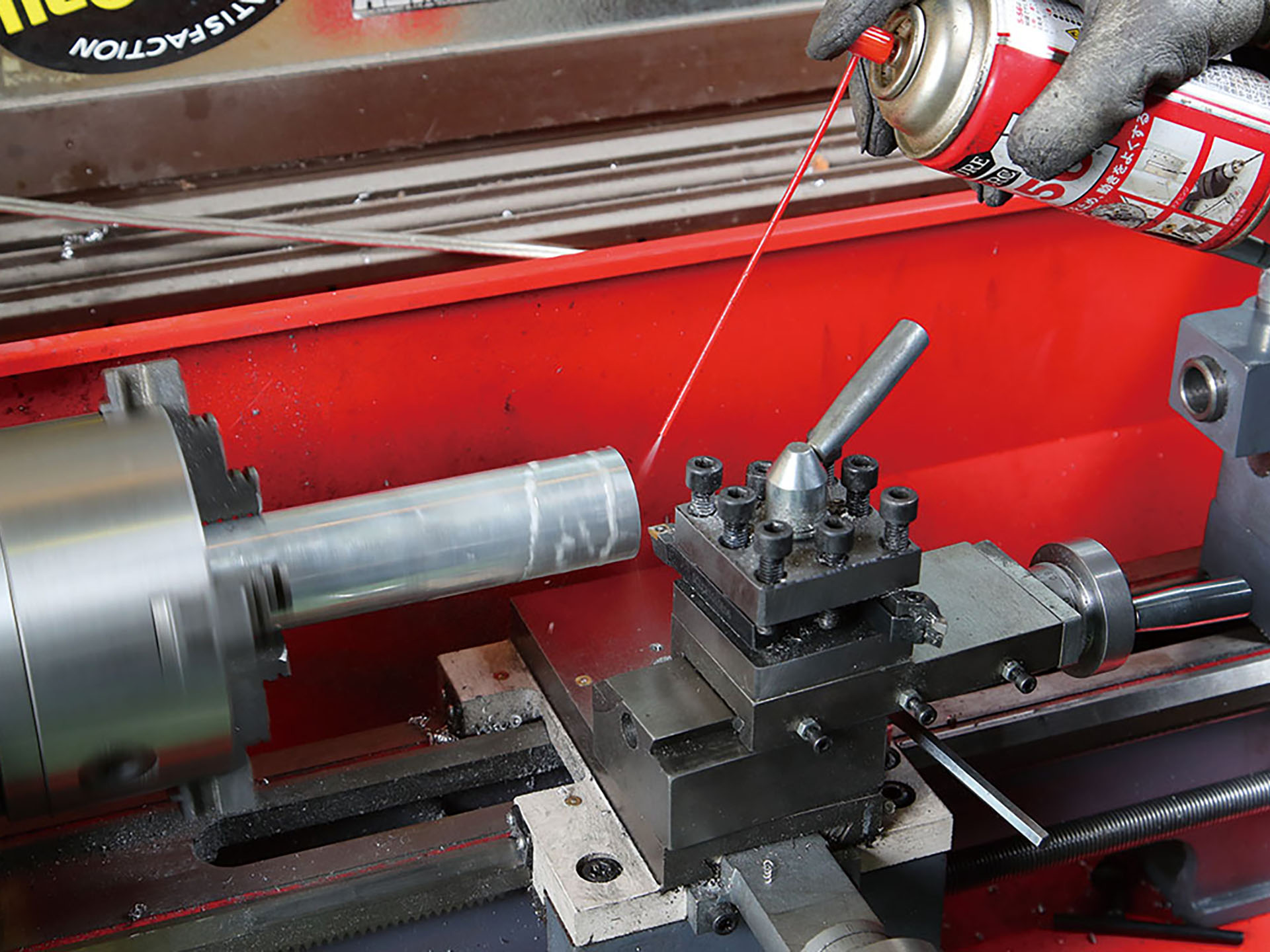 テーパー加工する面に切削油をスプレーし、往復台送りハンドルを回してバイト刃先を材料端面の手前まで移動。主軸を回転させる。
テーパー加工する面に切削油をスプレーし、往復台送りハンドルを回してバイト刃先を材料端面の手前まで移動。主軸を回転させる。 横送り台送りハンドルをゲージ3~4目盛り送る。
横送り台送りハンドルをゲージ3~4目盛り送る。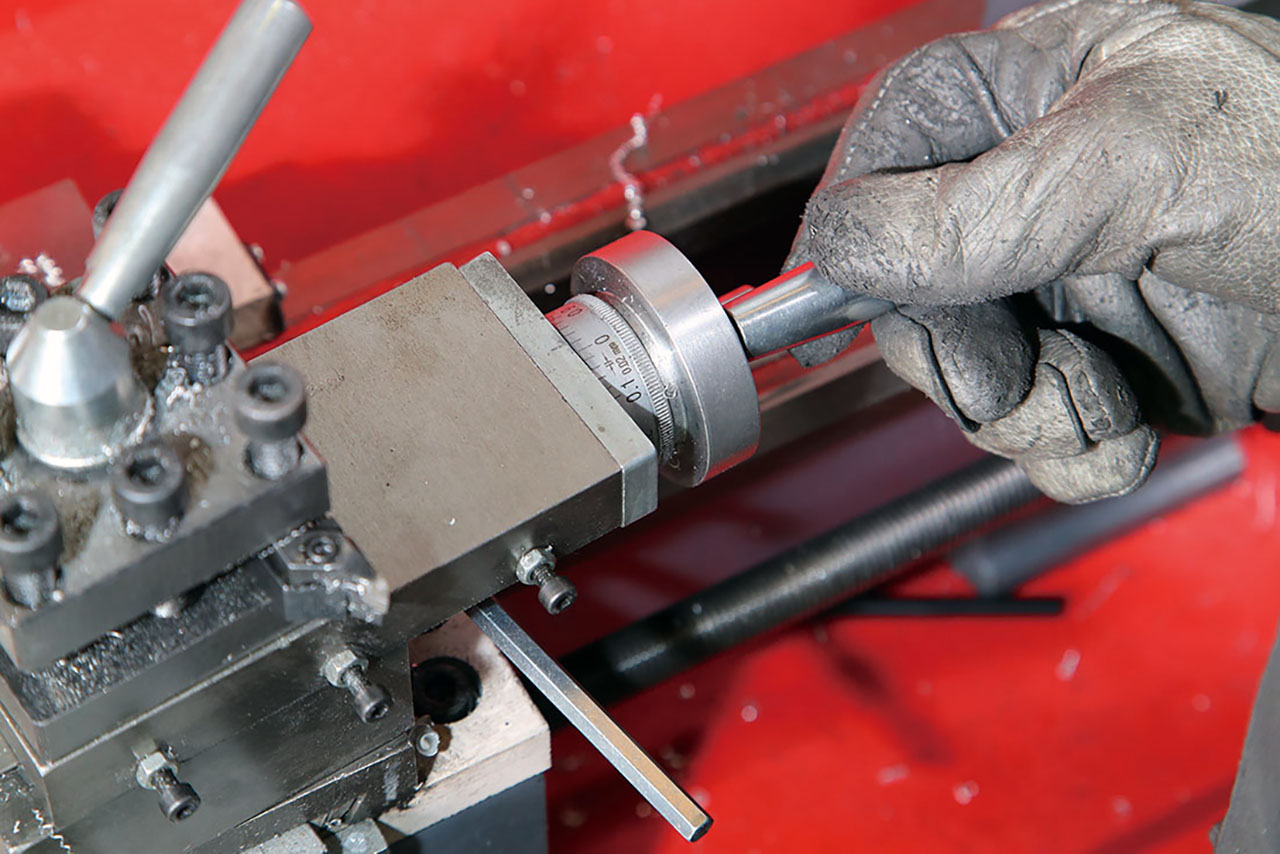 複式刃物台送りハンドルを操作。
複式刃物台送りハンドルを操作。 複式刃物台をゆっくり前進させる。
複式刃物台をゆっくり前進させる。グリップ下端はさらに角度をつけて削り込む
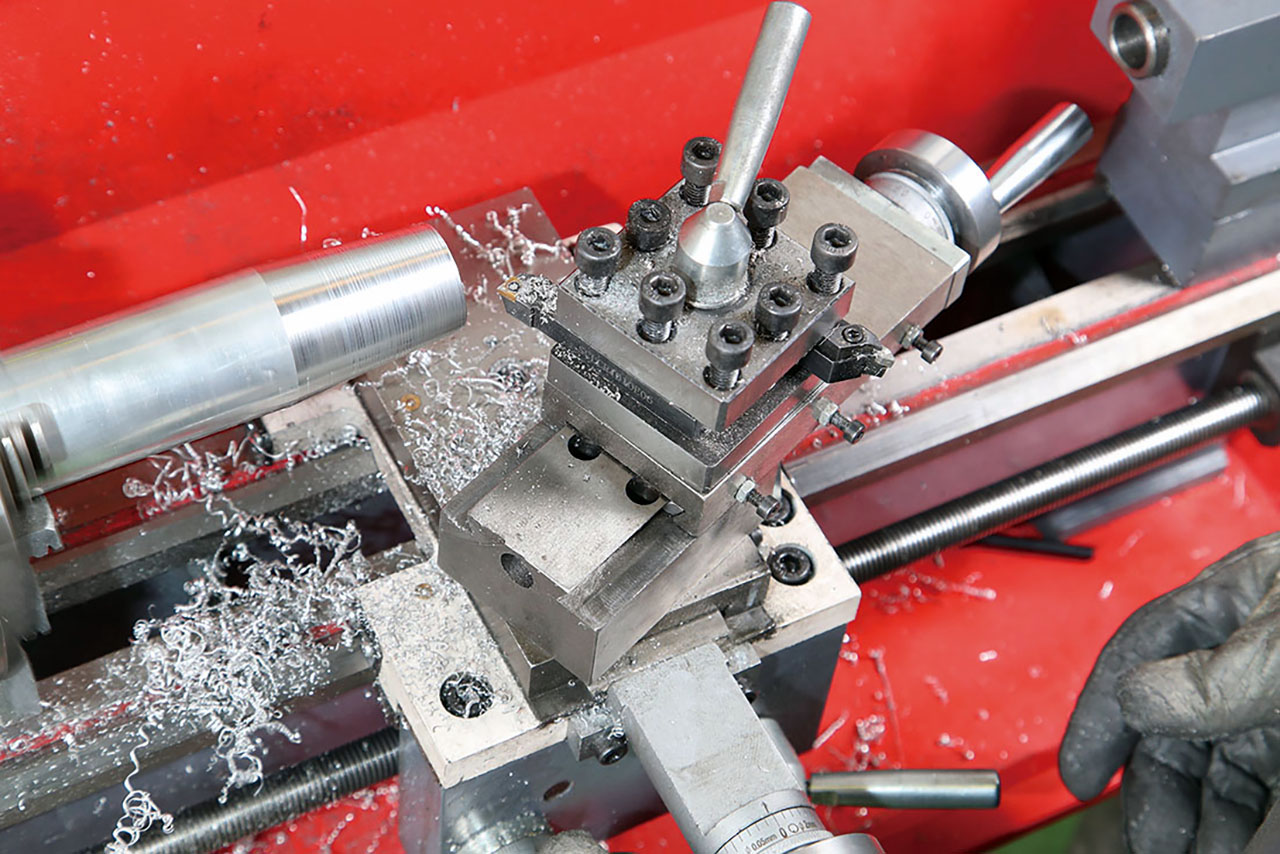 底部から50mm位置まで緩やかなテーパーをつけたら一段落。
底部から50mm位置まで緩やかなテーパーをつけたら一段落。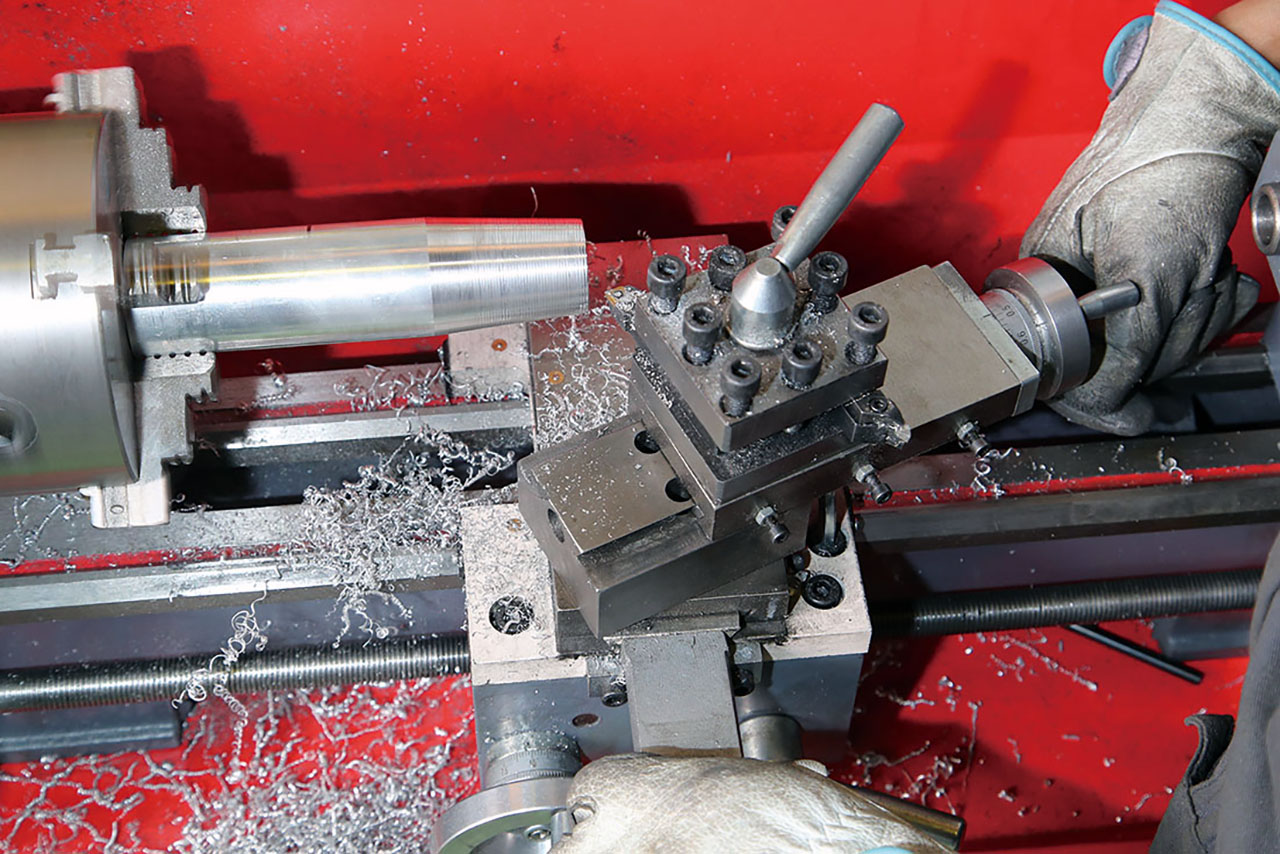 複式刃物台送りハンドルを回して横送り台をズラし、固定ボルトを緩めて約10度に設定し直す。
複式刃物台送りハンドルを回して横送り台をズラし、固定ボルトを緩めて約10度に設定し直す。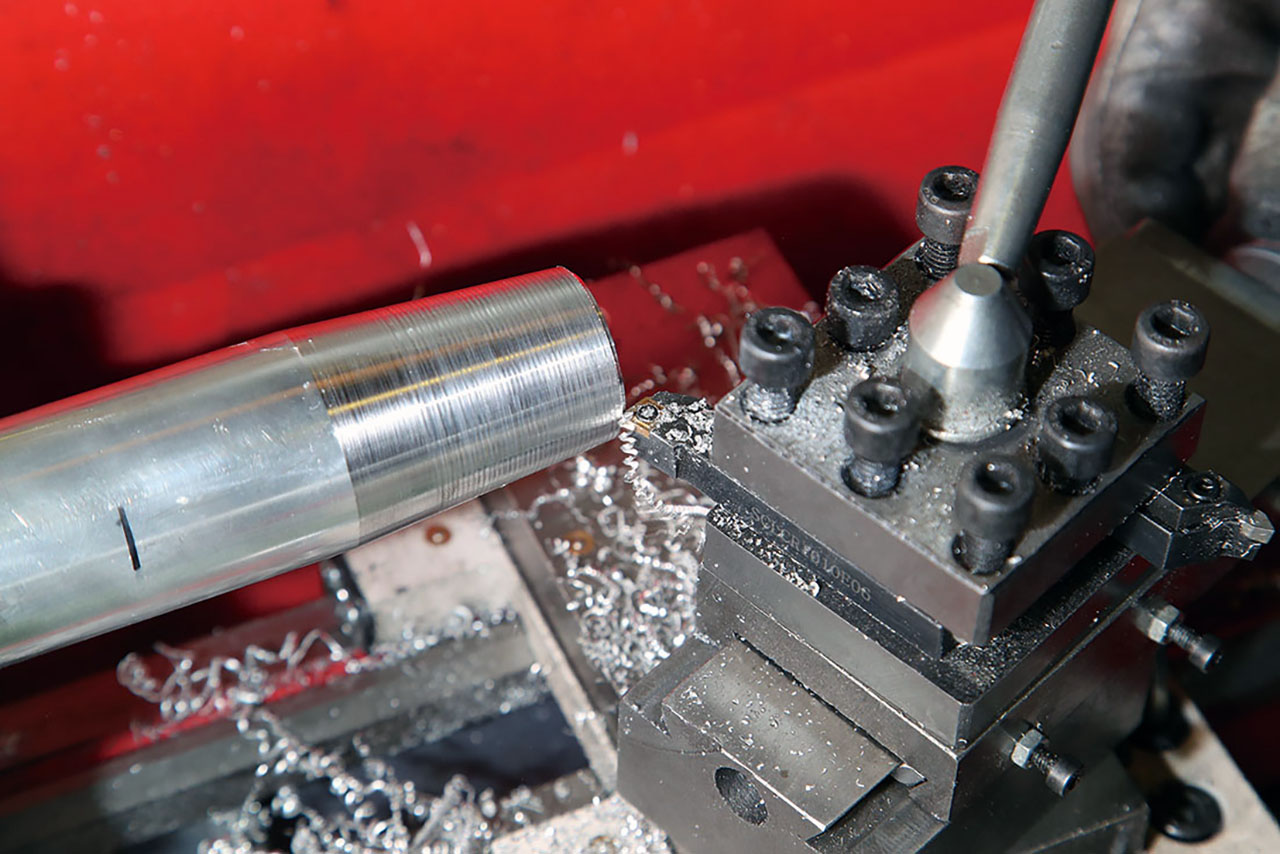 切削油をスプレーし、主軸を回転させる。
切削油をスプレーし、主軸を回転させる。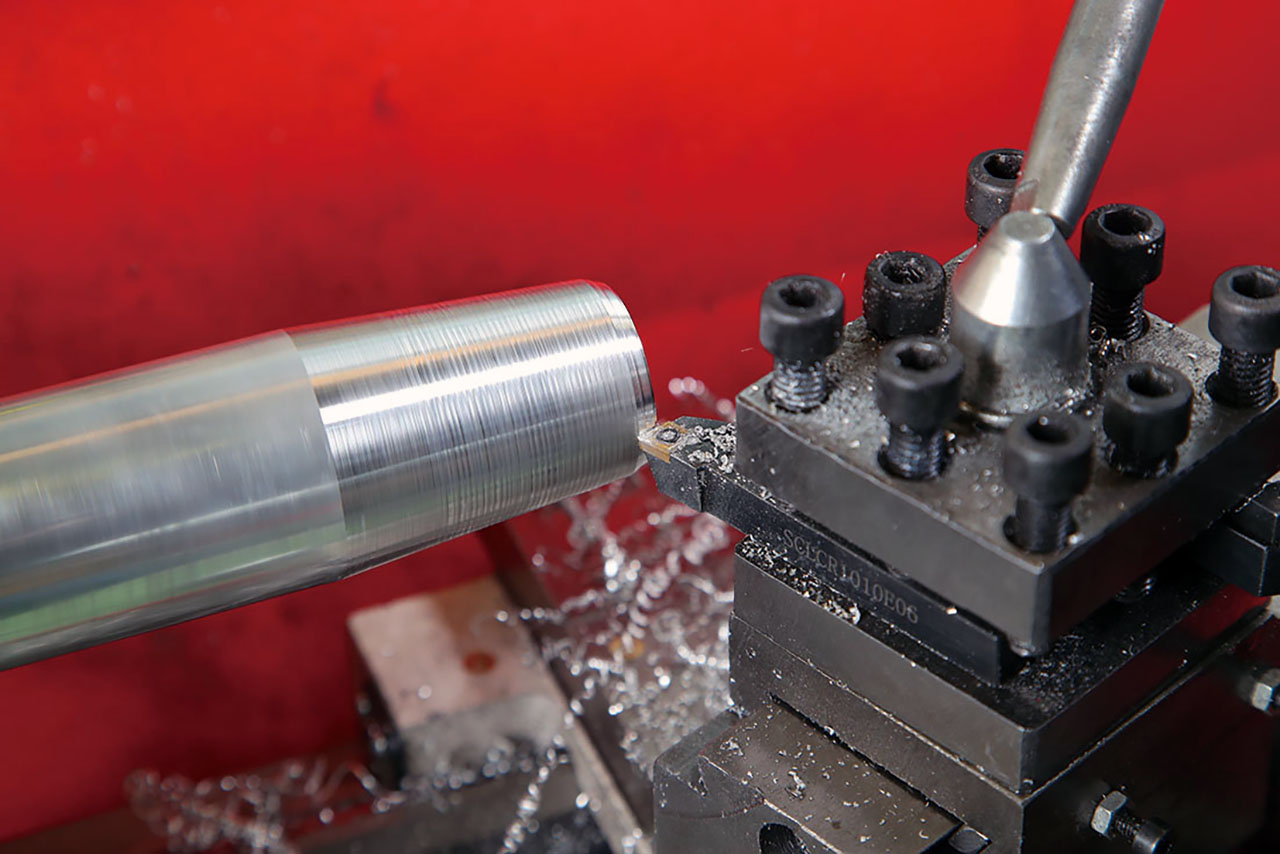 横送り台送りハンドルをゲージ3~4目盛り送り、複式刃物台をゆっくり前進。
横送り台送りハンドルをゲージ3~4目盛り送り、複式刃物台をゆっくり前進。 クリップ下端をさらに角度をつけて絞り込む。
クリップ下端をさらに角度をつけて絞り込む。下端の中心に取り付け用の雌ネジの下穴を開ける
 次に、シフトシャフト固定用の雌ネジを切る。芯押し軸にドリルチャックをセット。センタードリルを組み付ける。
次に、シフトシャフト固定用の雌ネジを切る。芯押し軸にドリルチャックをセット。センタードリルを組み付ける。 芯押し台を押し込み、ドリル先端が棒材端面に接触したところでロックする。
芯押し台を押し込み、ドリル先端が棒材端面に接触したところでロックする。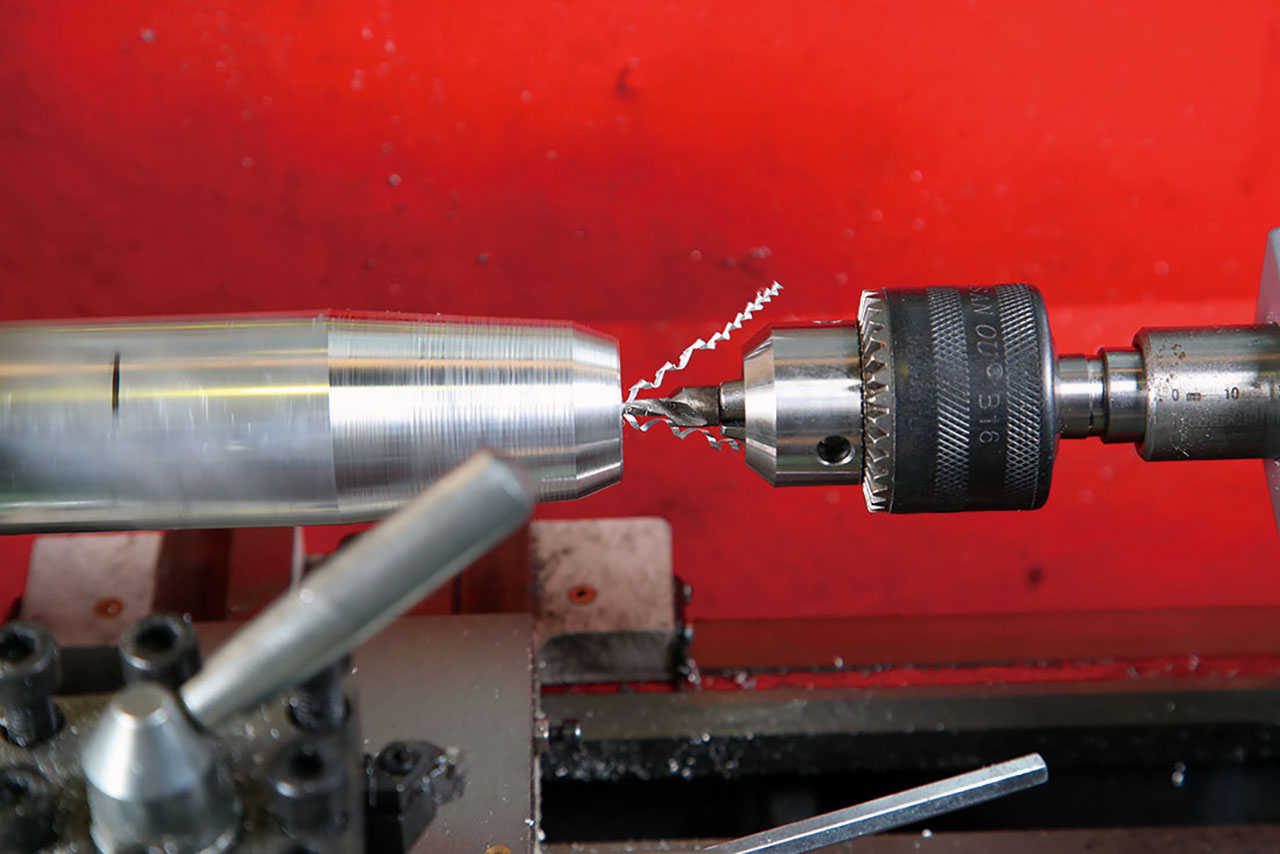 ドリル先端部に切削油をスプレーして主軸を回転。芯押し軸をゆっくり送って誘導穴を開ける。
ドリル先端部に切削油をスプレーして主軸を回転。芯押し軸をゆっくり送って誘導穴を開ける。 直径11mmのドリル刃に組み替える。
直径11mmのドリル刃に組み替える。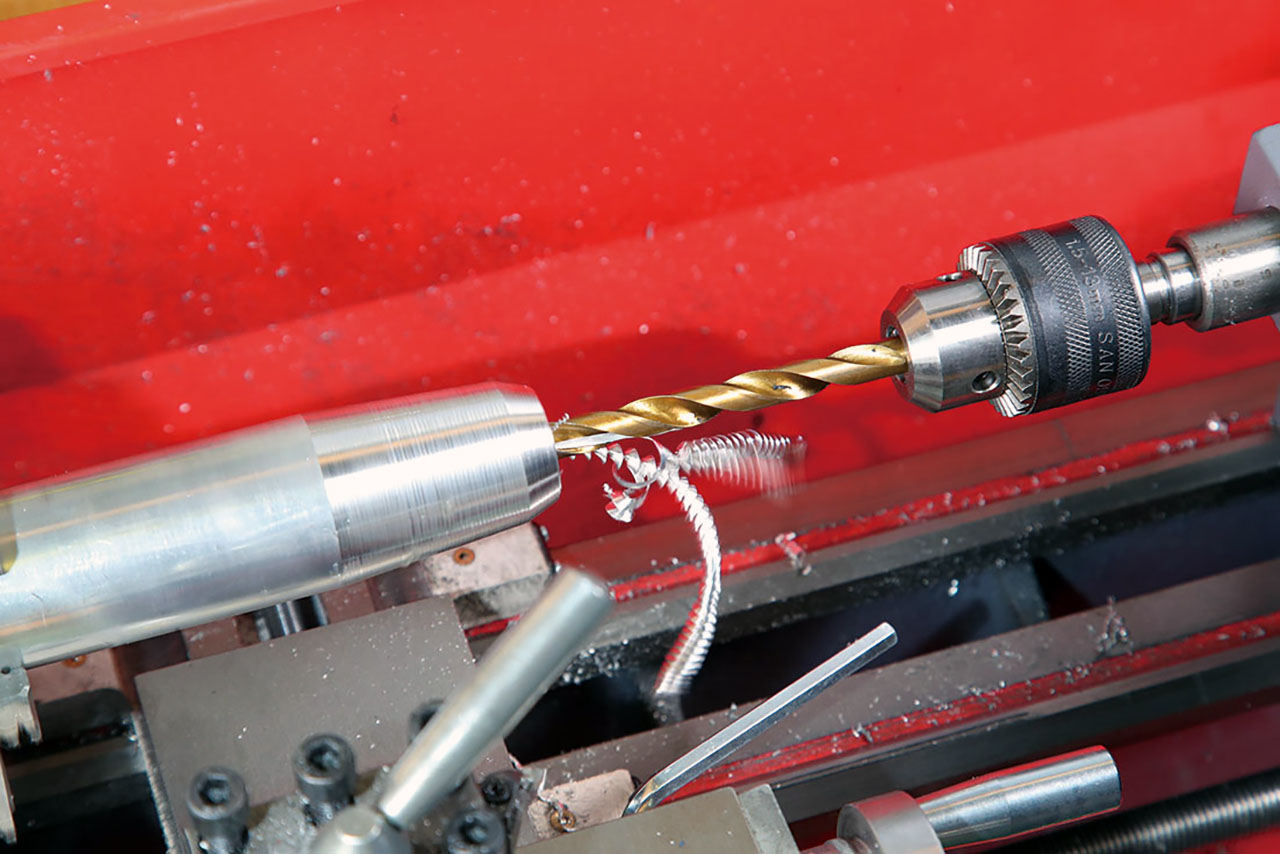 M12の下穴を開ける。
M12の下穴を開ける。 深さは70mm以上、確認しながら仕上げる。
深さは70mm以上、確認しながら仕上げる。小径で旋盤ではネジ切りできないためタップを立てる
 直径11mmでは径が小さすぎてネジ切りバイトが入らないため、タップで雌ネジを切る。
直径11mmでは径が小さすぎてネジ切りバイトが入らないため、タップで雌ネジを切る。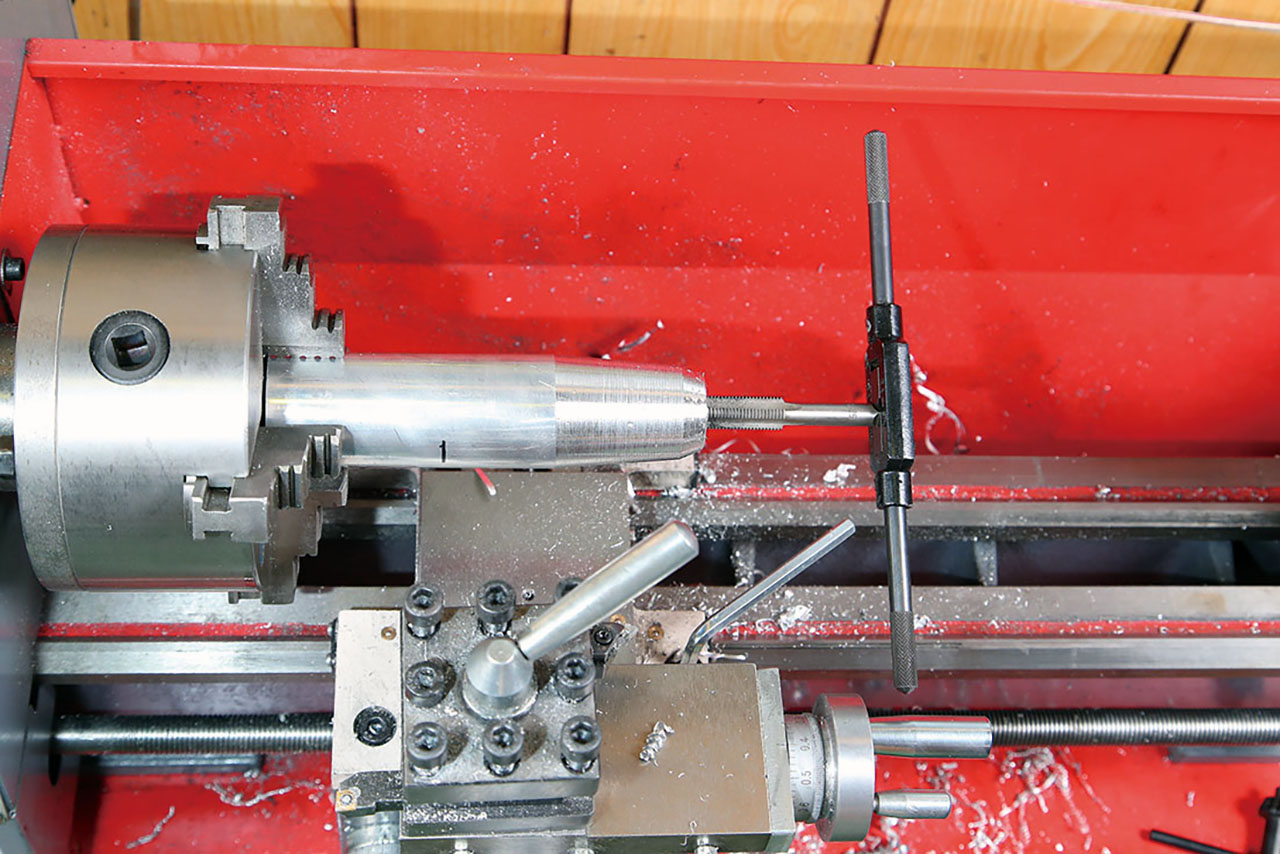 タップハンドルをセットし、タップを水平に保持しながら押し込むように力を加える。
タップハンドルをセットし、タップを水平に保持しながら押し込むように力を加える。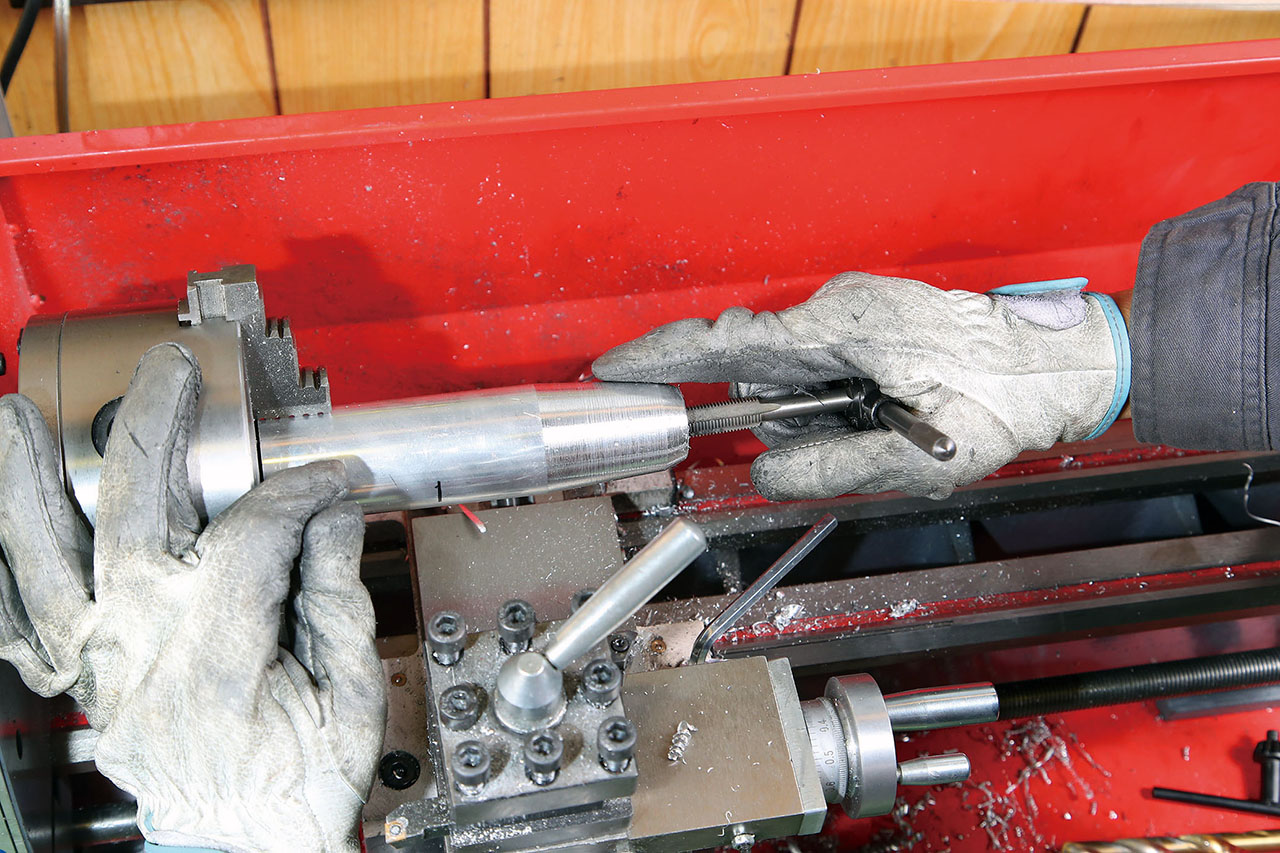 ゆっくり回して下穴に食い込ませる。
ゆっくり回して下穴に食い込ませる。 タップ先端が食い込んだら半回転~2/3回転回したら1/2回転戻す。
タップ先端が食い込んだら半回転~2/3回転回したら1/2回転戻す。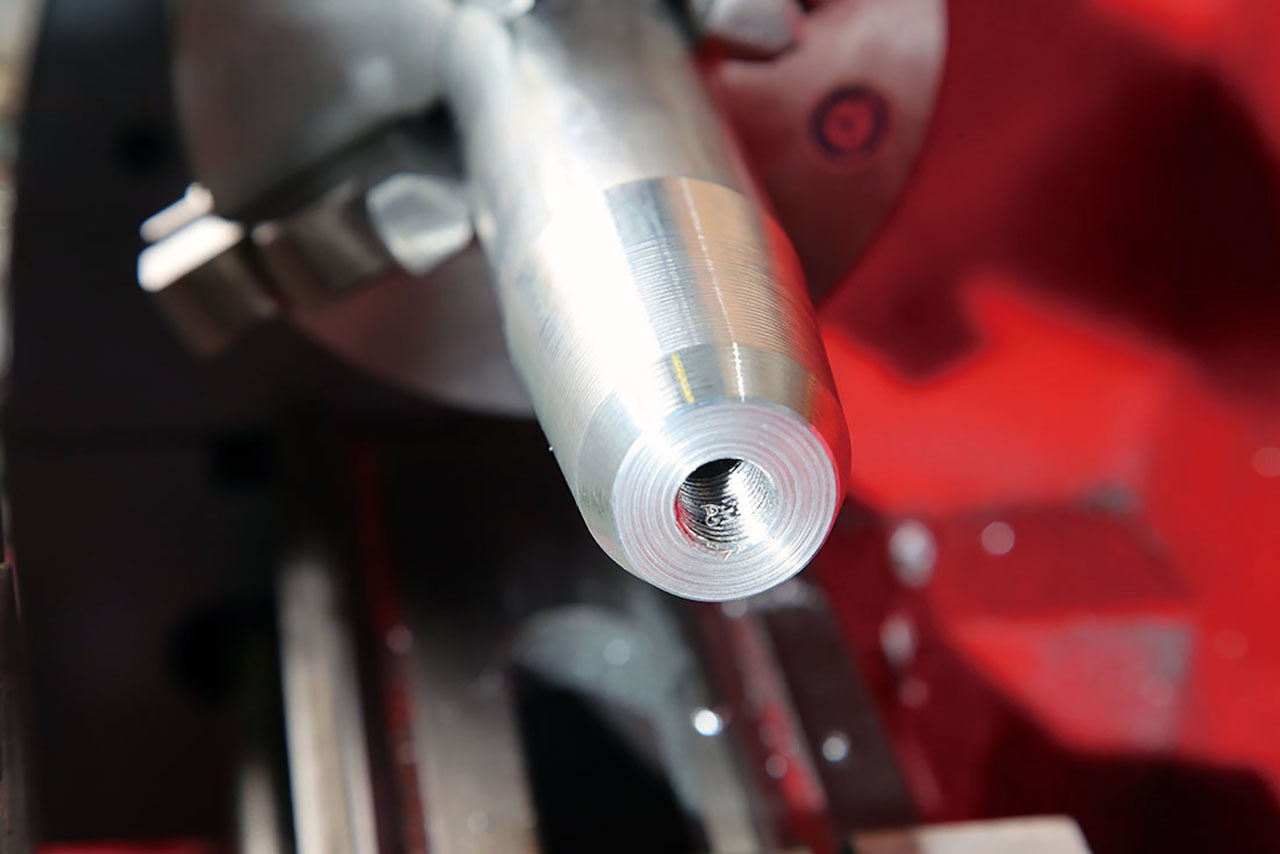 切り屑を排出を繰り返しながらネ。
切り屑を排出を繰り返しながらネ。芯押し台のチャックにタップを固定すればキッチリセンターを出せるが……
 タップを手でホールドした状態でネジを切ると、どうしても微妙な傾きが生じる。それゆえ通常はドリルチャックに固定するが、そのためには芯押し台がスムーズに移動できることが絶対条件。
タップを手でホールドした状態でネジを切ると、どうしても微妙な傾きが生じる。それゆえ通常はドリルチャックに固定するが、そのためには芯押し台がスムーズに移動できることが絶対条件。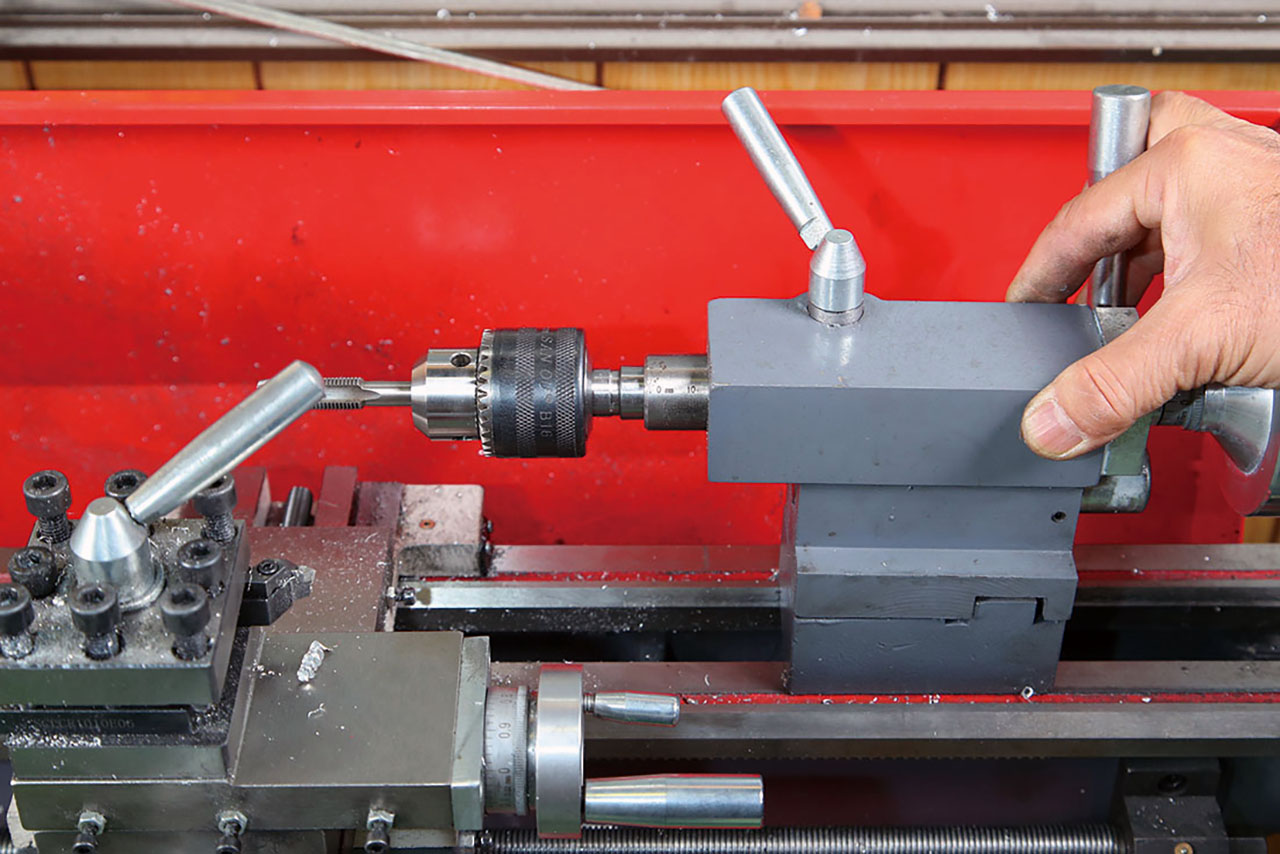 ところが、この旋盤は芯押し台の動きが渋く、スムーズに送れない。手切りで対処した。
ところが、この旋盤は芯押し台の動きが渋く、スムーズに送れない。手切りで対処した。ボルトを利用した固定を試みたが、ブレが大きく断念
 頭部側は余分な面をカットしてエッジを丸めるが、カットするチャックに挟むホールド面がなくなってしまう。
頭部側は余分な面をカットしてエッジを丸めるが、カットするチャックに挟むホールド面がなくなってしまう。 そこで、M12のボルトをネジ込むことでホールド面の代用としてみた。
そこで、M12のボルトをネジ込むことでホールド面の代用としてみた。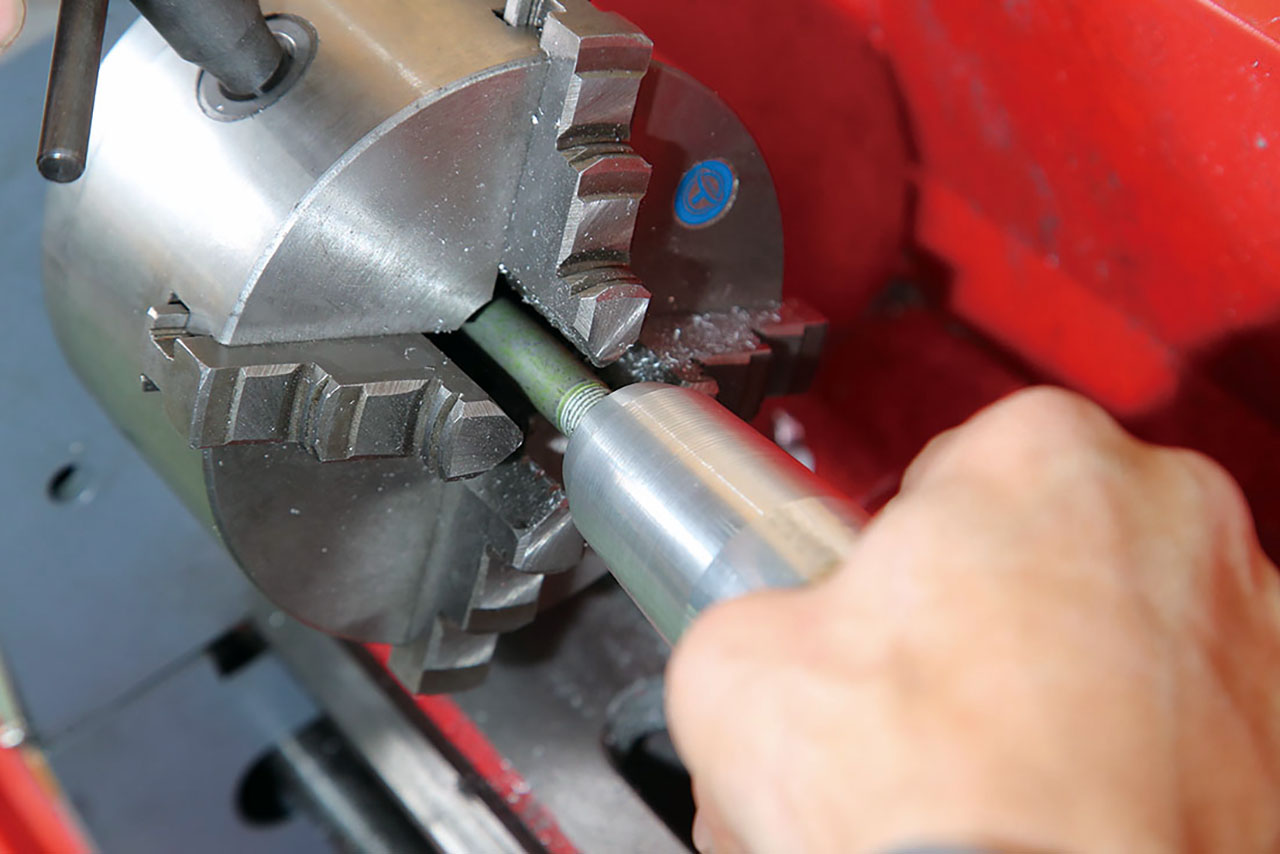 手切りゆえブレが大きく断念!
手切りゆえブレが大きく断念!傷つき覚悟で、テーパー加工した面をチャックに挟んでガッチリ固定する
 傷つき覚悟でテーパー加工面でホールドすることにした。底部から100mm位置を再度マーキング。
傷つき覚悟でテーパー加工面でホールドすることにした。底部から100mm位置を再度マーキング。 高速カッターにセットし、マーキング位置でカットする。
高速カッターにセットし、マーキング位置でカットする。 テーパー面をチャックにはめ込み、キッチリ締め付け固定。
テーパー面をチャックにはめ込み、キッチリ締め付け固定。少しずつテーパー角度をつけていくことでRに近づけていく
 頭部のエッジは丸める。この加工、テーパー角を徐々に増やすことで限りなくRに近い多角形状にすることで実現する。まず、端から5mmくらいから緩やかなテーパーをつける。
頭部のエッジは丸める。この加工、テーパー角を徐々に増やすことで限りなくRに近い多角形状にすることで実現する。まず、端から5mmくらいから緩やかなテーパーをつける。 複式刃物台を軽く回してテーパー角を微増。
複式刃物台を軽く回してテーパー角を微増。 端から5mmの削り始点からわずかにズラした位置から切削。
端から5mmの削り始点からわずかにズラした位置から切削。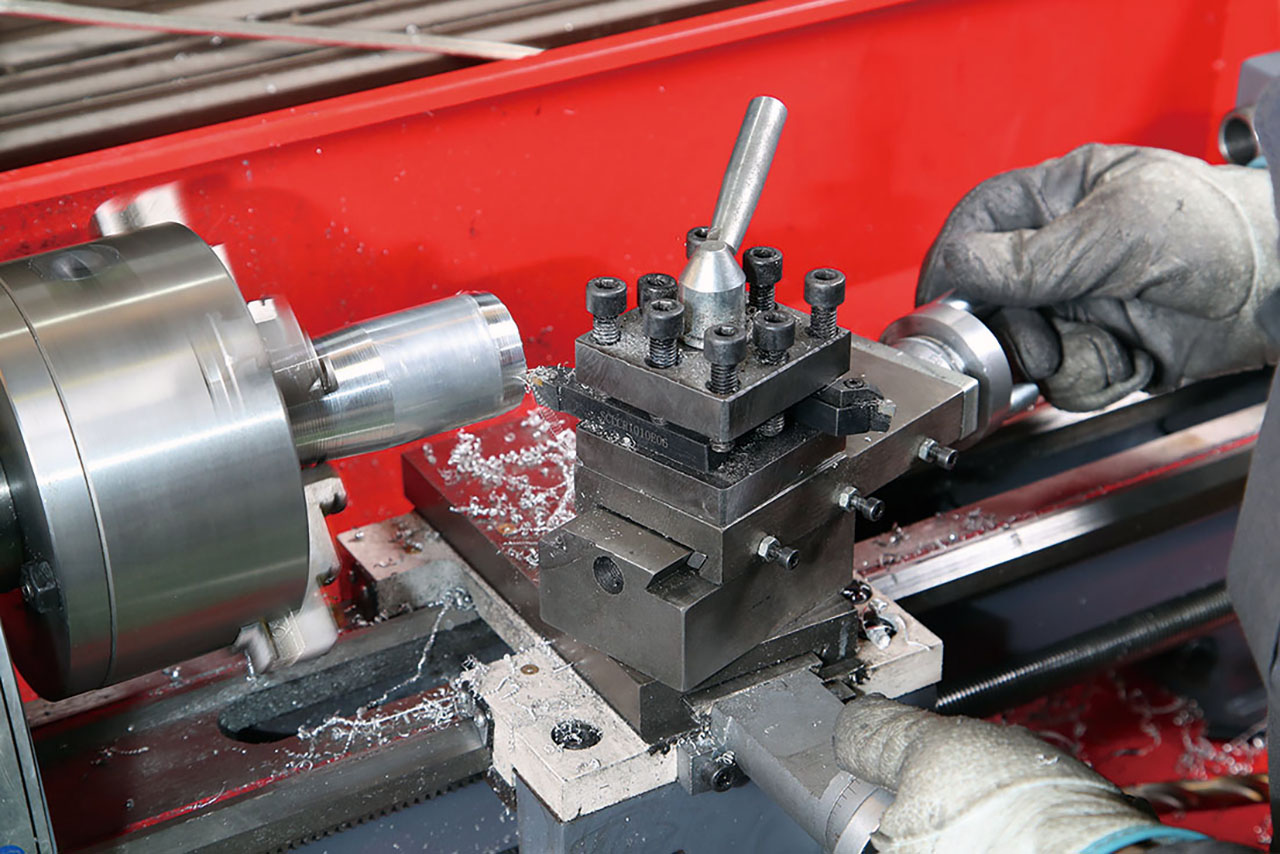 これを可能な限り小さい角度に分けて繰り返す。
これを可能な限り小さい角度に分けて繰り返す。 その都度、ロックを緩める必要がある。
その都度、ロックを緩める必要がある。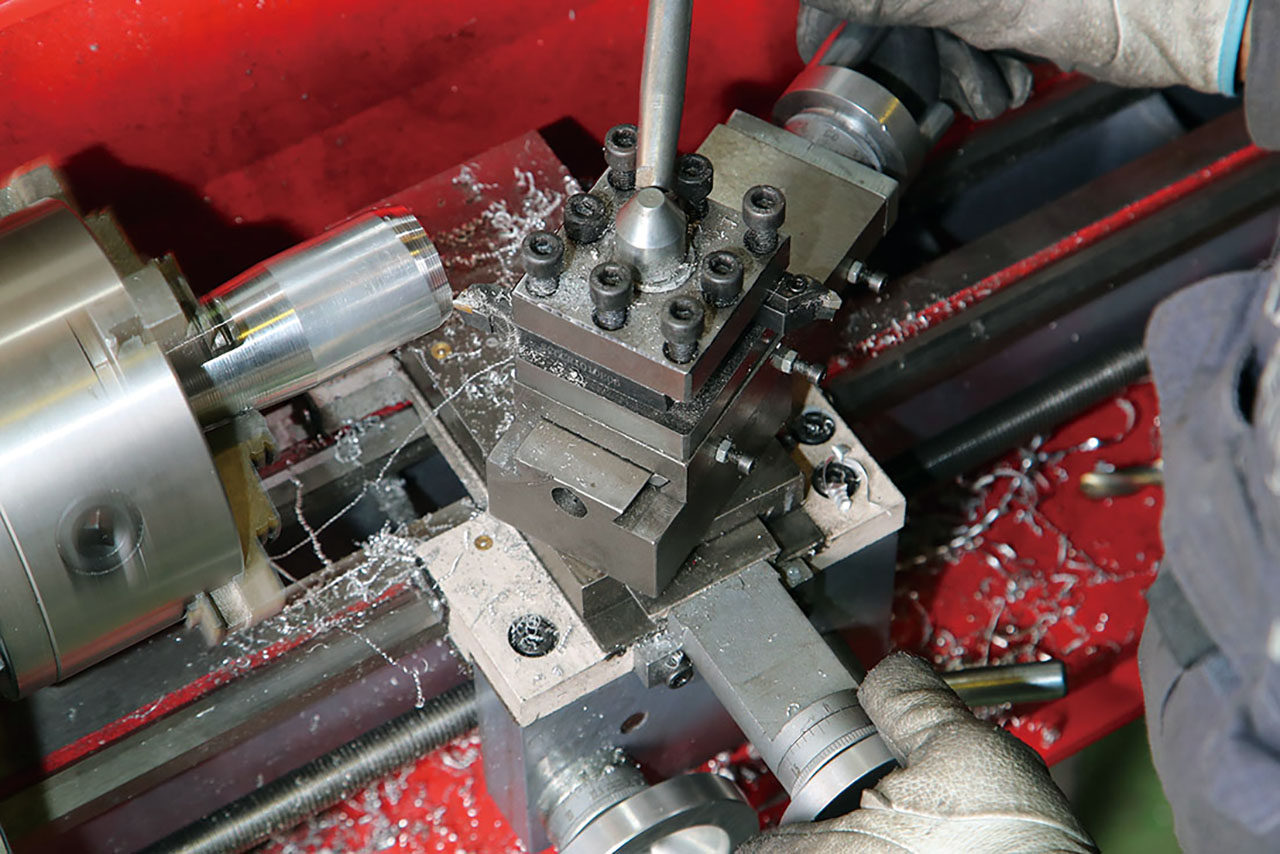 かなり手間はかかる。
かなり手間はかかる。 しかし、手間を惜しまなければこの通りきれいに仕上がる。
しかし、手間を惜しまなければこの通りきれいに仕上がる。棒ヤスリを利用して残った段差を削り落とす
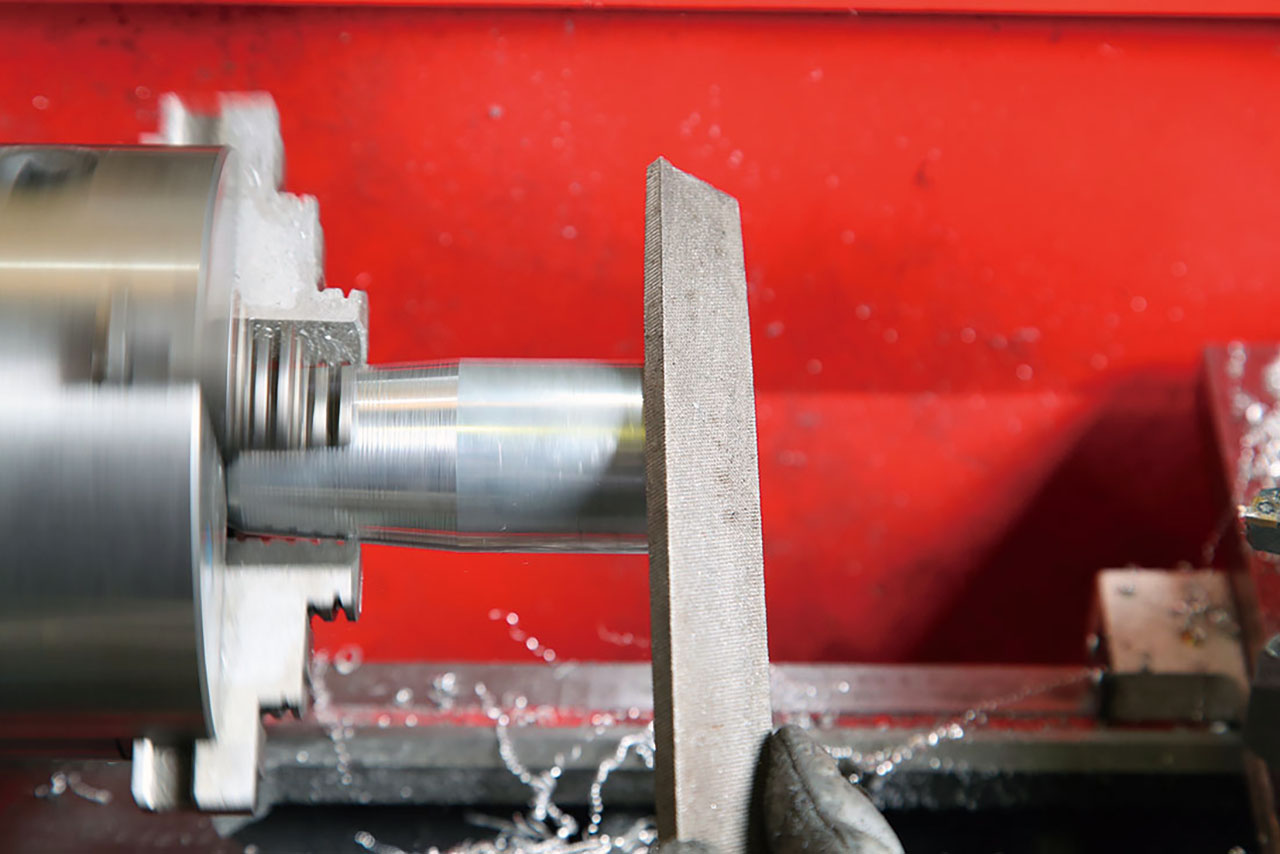 限りなくRに近いとはいえ、あくまで多角形。回転させながらヤスリで研磨して角を落とす。
限りなくRに近いとはいえ、あくまで多角形。回転させながらヤスリで研磨して角を落とす。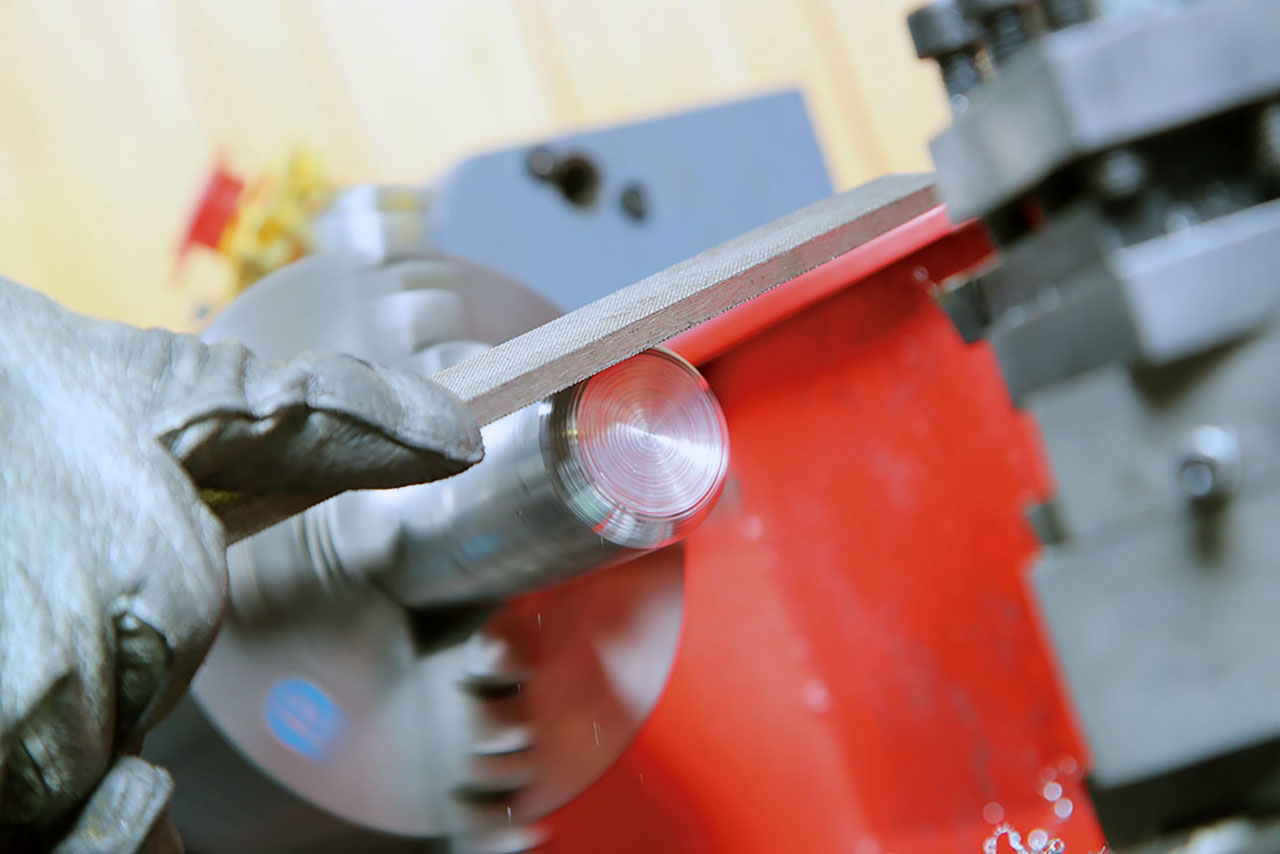 主軸を回転させてR端に平ヤスリを当てる。
主軸を回転させてR端に平ヤスリを当てる。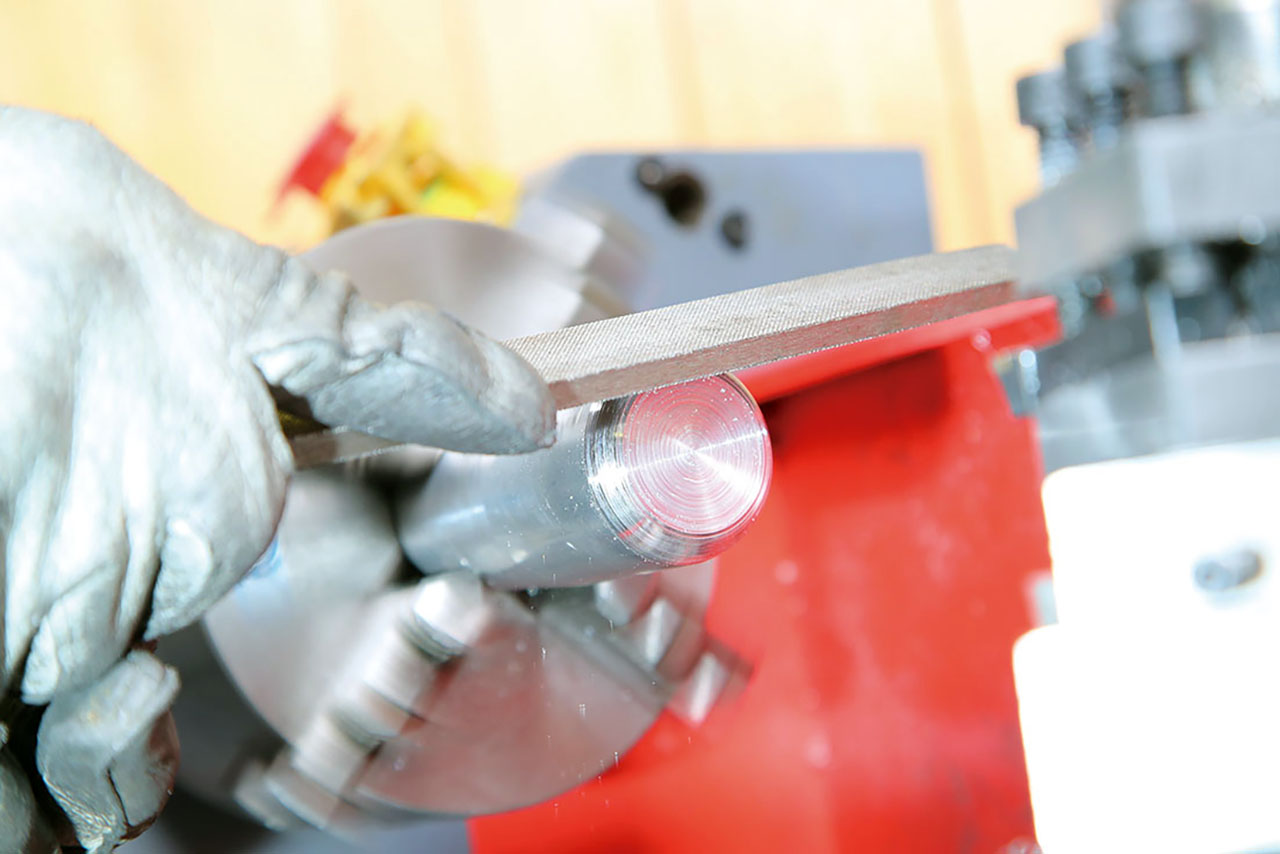 端から端に向かって徐々にヤスリを傾けていく。
端から端に向かって徐々にヤスリを傾けていく。 滑らかに繋がるよう削っていく。
滑らかに繋がるよう削っていく。耐水ペーパーで仕上げ磨き
 仕上げに#120の耐水ペーパーで研磨する。主軸を回転させたまま耐水ペーパーでRを包み込むように押さえて磨いていく。
仕上げに#120の耐水ペーパーで研磨する。主軸を回転させたまま耐水ペーパーでRを包み込むように押さえて磨いていく。 これで完成だ。
これで完成だ。傷ついたテーパー面を削り落として完成!
 あとは車両に取り付けるだけ……だが、その前にチャックへの固定でついた傷を処理する。
あとは車両に取り付けるだけ……だが、その前にチャックへの固定でついた傷を処理する。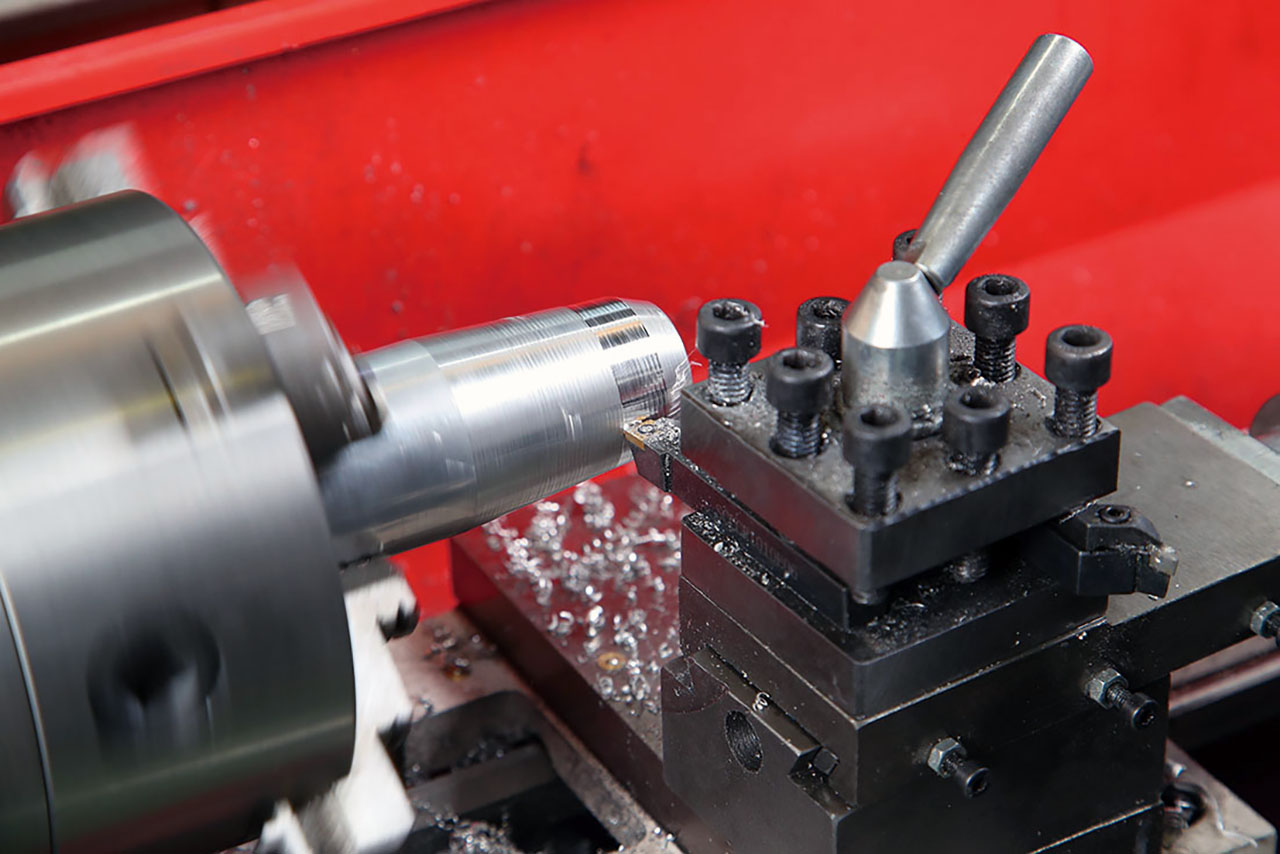 頭部側の未加工面をチャックに挟む。
頭部側の未加工面をチャックに挟む。 再度テーパー加工して傷を削り落として本当の完成!
再度テーパー加工して傷を削り落として本当の完成! シフトロッドへは真っすぐねじ込むだけ。かなりいい感触だ。
シフトロッドへは真っすぐねじ込むだけ。かなりいい感触だ。