故障・修理
更新日:2020.12.07 / 掲載日:2020.12.07
The 溶接 DIYで楽しむ「鉄」工作12 ノンガス半自動溶接の基本
ワイヤーを先端から10mmほど残してカット

まず、ワイヤーをノズル先端から10mmほど残してカットする。

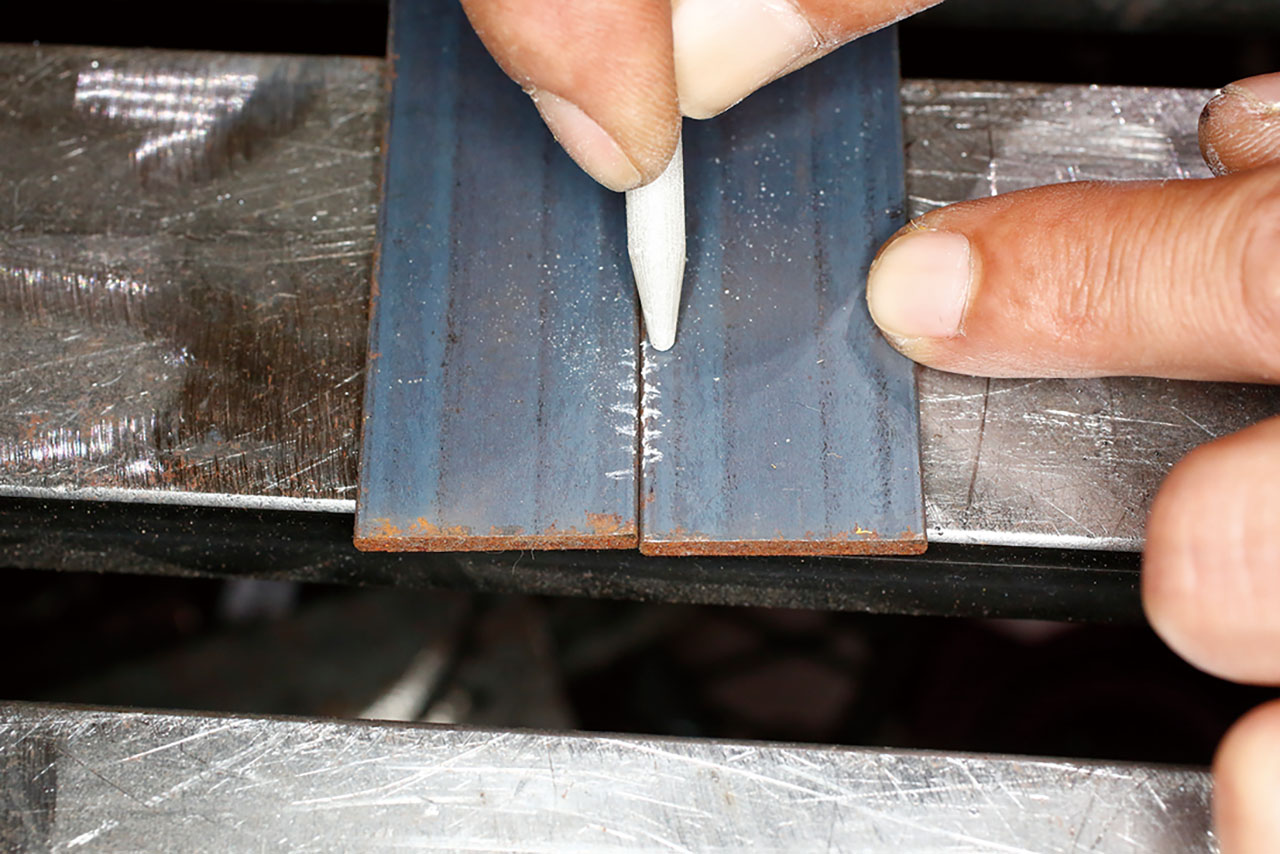
ワイヤー先端を溶接面から軽く浮かした状態で保持し、トリガースイッチを押せば溶接がスタートする。

トーチは前後方向は垂直に保持。左右方向は軽く傾ける。

この体勢を安定して維持するため、片手での作業は極力控える。トーチの傾斜角度が狂ったりして不安定になるので、空いた手でトーチを軽く支える。
一定間隔で上下に振りながら移動する


移動時はやはり「板厚」を目安に軽く上下に振りながら移動する。また、移動させる速度は速過ぎても遅過ぎてもダメ! 厚板に応じた最適な速度があり、遅いとビードの幅が太くて短くなり、早いと細長くなってしまうので注意。目安は板厚3mmで50mm移動するのに20秒で、薄板の場合これより速くする。
チップは消耗品! 予備を用意しておきたい





ワイヤー先端が溶けて丸まるとスパークが出にくくなるため、こまめにカットする。さらに、チップの周囲に付着した溶接カスを放っておくとワイヤー穴が詰まって出が悪くなるので注意! こまめにチェックしてカスを取り除くことが大切だ。また、チップは消耗品で、ある程度の時間使用すると穴が歪んでワイヤーが引っかかりだす。そうなったら交換が必須。予備を用意しておきたい。
隅肉は左右は軽く傾け、上下に振りながら移動する



「隅肉」は直交する二面を溶接することを意味する言葉で、母材と母材を均等にまたぐよう溶接断面を正三角形状に仕上げる。このため、左右方向はトーチを後方に軽く傾ける。そして、前後方向は45度の角度、断面からみた時矢印に見える形になるよう保持し、均等に溶かし込むために円を描くイメージで上下に振りながら右から左へと移動(前進法)させる。



ノンガス半自動アーク溶接機はフラックス入りの溶接ワイヤーを使用するため、被覆アーク溶接ほど多くはないものの「スラグ」が発生する。このため、溶接後はハンマーで叩いて除去する必要がある。また、金属ブラシで「スパッタ」や「スス」を磨き落とす。
被覆アーク溶接の場合も基本的に同じ



被覆アーク溶接における隅肉も基本は同じ。だが、「スラグ」を巻き込んでしまうため「後進方」で行う。また、先端部が太いため上下に振りにくく、片面に寄りがちとなるので注意が必要だ。
半自動のほうが狙いやすいため、よりきれいに仕上がる
 左がバディ、右がスティッキー
左がバディ、右がスティッキー ホームアークナビプラス
ホームアークナビプラス一般用溶接棒の2mmφが使える「スティッキー」はパワーがあるため溶け込みも良好で、きれいなビードを引くことができた。が、細いワイヤーを溶かし込む半自動の「バディ」は溶接部位を狙いやすく、上下にも振りやすいため、よりきれいに仕上がっている。また、低電圧溶接棒を使用する被覆アーク溶接機(ホームアークナビプラスなど)の場合、低パワーで溶け込みが弱いためムラになりやすく、同じ作業を行うにしても難易度は高くなる。